Aluminium and tin
Despite many years of bearing development there are still those who argue that there is no better material than babbits. For corrosion resistance, embeddability, conformability and their ability to support thick hydrodynamic oil films for instance, babbits have no peers. However, for mechanical strength and consequently fatigue properties, particularly at elevated temperatures, their life is low.
And so for many years the tri-metal copper-lead substrate applied to a steel backing shell with a flashing of tin-lead was the bearing system of choice for high-performance gasoline engines. They gave the mechanical strength required but at the expense of other properties. They were comparatively expensive to make though, so to simplify manufacture a reticular (or honeycombed) tin-aluminium alternative was developed. A high-strength homogenous material with excellent bearing surface properties, these 20% tin-aluminium ingots were rolled down to a suitable thickness and roll-bonded onto a continuous steel sheet and formed to shape.
But as we have said, copper-lead has disadvantages. Compared to babbitt, copper-lead, containing 20-30% lead, was much harder. At normal running temperatures this was 60 Brinell compared to the 20 of the babbitt. The hardness of copper-lead reduced the embeddability as well as the conformability of the bearing, and consequently, since shafts always distort to some degree or other, the outright strength of the bearing could never be fully used. Furthermore, the copper-lead materials at the time had poor resistance to corrosion, with the lead phase being attacked by the acids in the lubricating oils of the day. Once this lead was removed the qualities of wear resistance and good boundary layer lubrication were gone.
The addition of a very thin (0.0005-0.0015 in) overlay in the form of either lead-tin or lead-indium at the very best delayed things, but because of the low strength it was easily removed by any dirt present, no matter how little. The fatigue resistance of the overlay was also very poor, giving rise to the dilemma of restricting the performance of the bearing due to this overlay or using the full performance of the copper-lead but being compromised on durability. Such compromises are often common in engineering.
The way around this issue of course was to develop a new range of alloys using soft(ish) aluminium with added tin to reduce the so-called solidus temperature (the temperature at which the solid begins to melt). With increasing levels of tin, at about 7% content the tensile and yield strength, as well as ductility, fall away quite sharply. This is because of the tendency of the tin to surround the aluminium grains.
The eventual solution was to be found not perhaps so much in the addition of other elements but by the breaking up of the tin surrounding the grain by a process of cold working followed by annealing. After this treatment the tin remains continuous along the grain edges and not across the faces, producing a continuous and therefore strong aluminium base matrix. The tin effectively forms a network similar to that of a honeycomb, and is hence referred to as 'reticular'.
Aluminium-tin bearings at around 6-7% of tin may not be the ultimate in bearing performance but they still currently account for the bearing technology in many of the world's high-performance road vehicles.
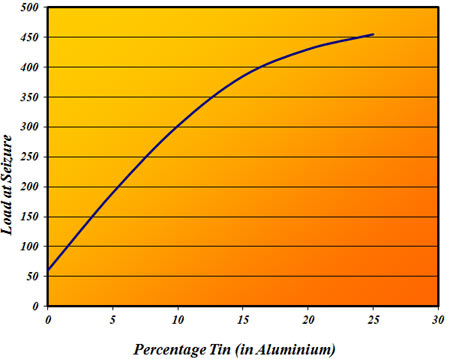
Fig. 1 - Plot of bearing load at seizure against percentage of tin in an aluminium bearing
Written by John Coxon
18899