Cam grinding the CNC way
 If you talk to anyone in the camshaft manufacturing business, it isn't very long before the name of Landis crops up. Old timers might reflect fondly on such machines as the Berco RAC1500 cam grinder - "The best manual cam grinder in the business" or be rather less complementary about the Storm Vulcan machine going back into the 1950s, but the one machine that everyone agrees upon, to the point where it is now assuming the position of an icon in the camshaft manufacturing business, is the Landis 3L. So while many companies still use manual profiling machines for a good number of their production cams, if you don't have a CNC controlled Landis, according to some, you can't be taken seriously.
If you talk to anyone in the camshaft manufacturing business, it isn't very long before the name of Landis crops up. Old timers might reflect fondly on such machines as the Berco RAC1500 cam grinder - "The best manual cam grinder in the business" or be rather less complementary about the Storm Vulcan machine going back into the 1950s, but the one machine that everyone agrees upon, to the point where it is now assuming the position of an icon in the camshaft manufacturing business, is the Landis 3L. So while many companies still use manual profiling machines for a good number of their production cams, if you don't have a CNC controlled Landis, according to some, you can't be taken seriously.
But of course, the 3L has been around for the best part of 20 years. And over that period the company, now called Cinetec-Landis, has progressively updated the specification. But no matter how good the machine is, and machines are regularly returned for updating and repair, the state-of-the-art has moved on - to the Landis LT1.

Smaller, more thermally stable with higher accuracy is what drives all machine technology and cam lobe grinders are no different from any other. Higher accuracy means frictionless hydrostatic slideways and linear motors for manipulating the grinding wheels rather than the older type ball screw. Driving the machines moving elements using a magnetic field with positional feedback from linear encoders or lasers, means no contact and therefore no friction but even more importantly no wear! With no wear, backlash is eliminated and so the machine stays more accurate for longer. Alongside all this, sturdier machines, capable of removing material faster with larger cuts, require stronger, more rigid, spindle systems. Thus the latest spindles are also hydrostatic in nature and have brushless motors assembled into them rather than using a separate motor and coupling. With virtually no friction in any of the moving parts the machines are therefore maintenance-free for the whole of their productive lives, which can make an important contribution to any of the payback calculations needed to justify the purchase in the first place.

Accuracy, speed and payback, but what about the quality of the machining?
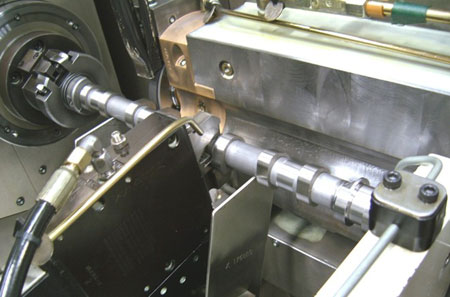
Like the machine before it, the control software is configured to maintain a constant metal removal rate irrespective of the variables involved. Thus the grinding wheel speed stays constant, only increasing slowly to take account of the smaller diameter as the wheel wears. Using Cubic Boron Nitride wheels, this it does only very slowly. With a constant velocity of the surface at the point of grinding, to ensure a constant metal removal rate the rotating workpiece has to speed up and slow down as it revolves. As the instantaneous radius of curvature on the cam lobe becomes greater, so does the grinding 'footprint.' To keep the metal removal rate constant therefore the work piece has to slow down. And since to remove about 6 mm off the surface of a cast iron lobe and finish grinding to size takes about 8 seconds, this all happens in the blink of an eye.
Cam grinding has come a long way from the days of the profile grinder and master cam and the LT1 may be better on paper at least, but an icon always remains an icon.
Fig. 1 - Landis 3L - an icon?
Fig. 2 - Replacement LT1
Fig. 3 - Cam grinding
Written by John Coxon
6677