Microprofiled bearings
The intense competition to win, be it on the racetrack or in car dealer showrooms, is pushing the design of the internal combustion engine to even greater extremes. To save weight, engines are kept short, crankshaft journals need to be narrower and, together with the increased engine output required, engine bearings are under more stress than ever before.
Increased bearing load results in higher bearing surface temperatures which, after all the analysis has been undertaken and the tests completed, results in thinner, less viscous oils having even thinner oil films at the higher temperatures involved. The inevitable conclusion to all this for a fixed flow rate of oil is even smaller journal-to-bearing diametrical clearances.
As these clearances diminish, however, the shape and topological nature of the bearing becomes more important, making them more susceptible to fatigue or failure due to seizure, particularly in the initial stages of running where conformability of the bearing is at its most critical. The trick therefore is to make a bearing with reduced running clearance, which will bed-in quickly to the dynamic requirements of the rotating journal.
Under a (very powerful) magnifying glass the surface of a bearing looks like a series of peaks and valleys. These peaks are often referred to as asperities, and they are the key when it comes to reducing friction. A plain bearing works most efficiently in what engineers refer to as the beginning of the ‘hydrodynamic’ part of the lubrication regime, which is when the relative movement of two surfaces separated by the lubricant generates a pressure to force those surfaces apart. In doing so, the opposing surface asperities are forced to disengage, allowing the surfaces to glide across each other with the minimum of drag.
‘Mixed’ or ‘boundary’ regimes – when these asperities are in partial contact – may occur when the oil flow is reduced, at high oil temperatures or excessive loading, and at these times the bearing is particularly vulnerable to failure. It is therefore at these times during its early life, before the assembly has had time to fully conform, that the risk of failure is at its greatest.
Clearly any plain bearing design therefore needs to have a surface finish that holds the oil and retains it as long as possible. At the same time, the surface must have no barriers to the movement of the oil in the direction of rotation, while effectively discouraging it from escaping out of the sides of the bearing.
Such a surface can be obtained using a method of boring that produces a surface roughness parallel to the movement of the journal with a cross-section such as that shown in Fig. 1. This retains the oil in the grooves, minimising the flow escaping to the side and with the reduced supporting area quickly conforming to the dynamic movement of the system, creating a uniform polished bearing and giving maximum support in the minimum of time. Bearings of this nature may appear to wear quickly after initial start-up, but taken over the life of the power unit they have a lower risk of seizure and greater durability – and, ultimately, a higher loading capacity.
Bearing wear was rarely a problem with older engines, but the use of lower-viscosity oils in more modern units is creating a new set of challenges.
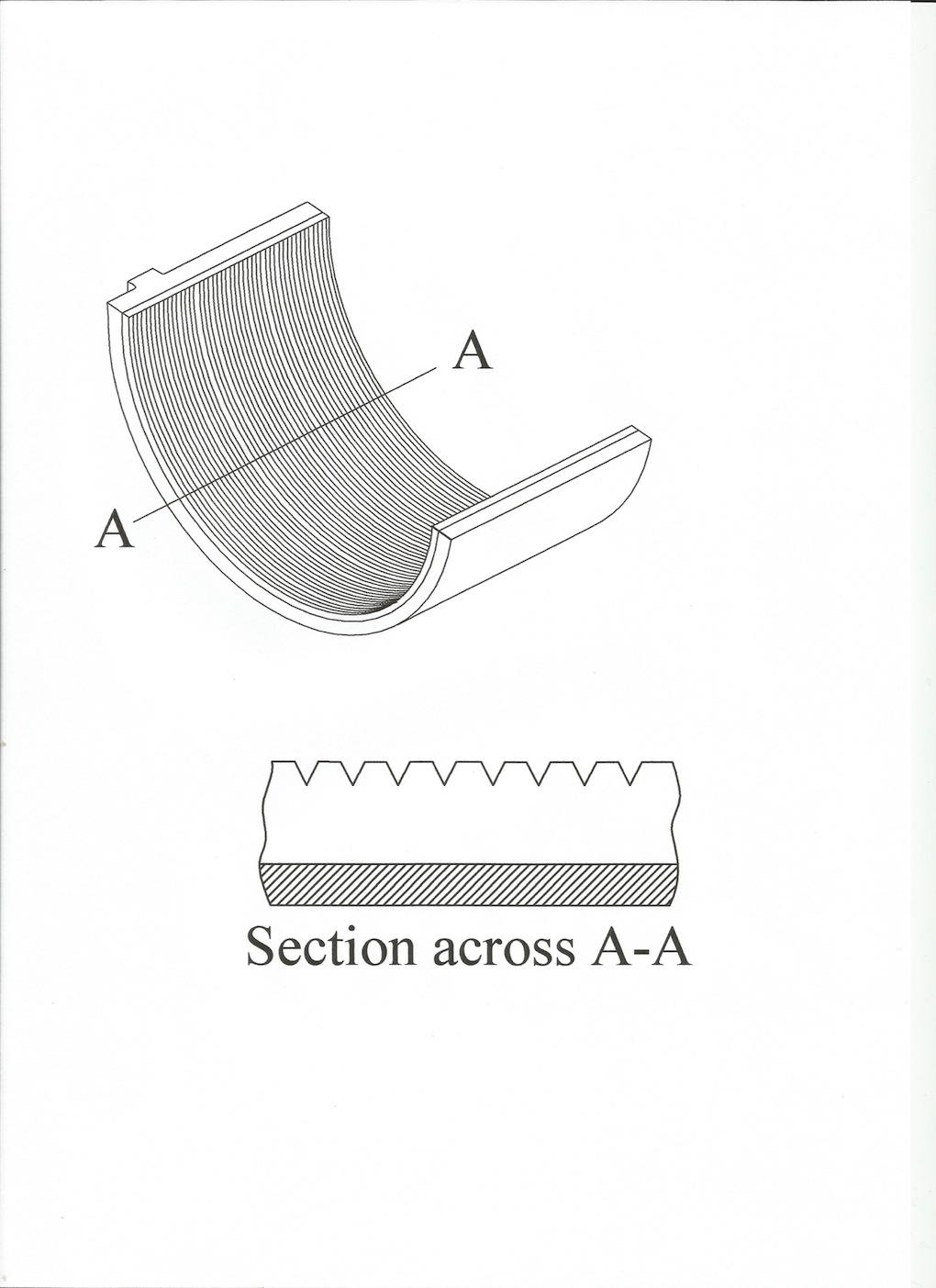 Fig. 1 - Microprofiled bearing
Fig. 1 - Microprofiled bearing
Written by John Coxon
4897