Camshaft surface finish
 The complex interaction of components that represents the valvetrain operates in some of the most difficult tribological circumstances. With rapid changes in instantaneous direction between adjacent parts, and high contact stresses, the challenge of maximising the output of the engine while maintaining an acceptable level of reliability has never been more onerous.
The complex interaction of components that represents the valvetrain operates in some of the most difficult tribological circumstances. With rapid changes in instantaneous direction between adjacent parts, and high contact stresses, the challenge of maximising the output of the engine while maintaining an acceptable level of reliability has never been more onerous.
While it is true that the vast majority of camshaft wear takes place during cold start and warm-up, when the temperature of the oil is less than 60 C, the durability and performance of the valvetrain can still be a major consideration when the engine is operating at its normal working temperature. At the most basic level it's all about friction and its inevitable consequence - wear.
When two surfaces are running against each other and are not separated by the presence of a lubricant, friction and hence wear will result. The mechanisms of wear - abrasive, adhesive, fatigue and chemical - depend very much on the precise conditions at the mating surfaces at any particular time, but one method of minimising any form of wear it is to increase the surface hardness of at least one of the components. In the commercial world, this tends to be the most valuable, so when it comes to the camshaft and its mating tappet, the camshaft tends to receive most attention.
Thus for high-performance steel camshafts, virtually all of them will be surface hardened using one of the several nitriding methods available. The nitriding process infuses nitrogen in the form of metal nitrides into the surface layer, producing a ceramic that can be up to twice as hard as the core material.
In mass production, where unit cost is important, steel cams may have a surface finish of about Ra 0.4 ?m. Taking a little more time and using a finer grade wheel will bring this surface finish down to about Ra 0.1 ?m or even slightly less.
For most applications, this will suffice. But increasingly, for competition and where valvetrain friction needs to be reduced still further, customers are specifying a superfinished surface.
Usually consisting of a three-stage process, the finish-machined cam is placed in a vibrating container of ceramic chippings, into which a grinding paste is added. For the first stage the paste will be relatively coarse, but after a number of hours it will be substituted by a much finer product and left for a further period. The exact grades of the grit used and precise timings used by cam manufacturers tend to be closely guarded secrets, and to give the cams a degree of corrosion resistance an anti-rust compound is introduced towards the end. When complete, the surface finish of the cam will be close to Ra 0.01.
To give maximum hardness of the mating surfaces, and therefore minimum friction, once they are superfinished the mating surfaces can be coated with diamond-like carbon (DLC). A generic term for the family of coatings consisting of sp2- and sp3-bonded carbon atoms (part-way between graphite and diamond), DLC coatings share the properties of graphite (a solid lubricant) with those of diamond (hardness).
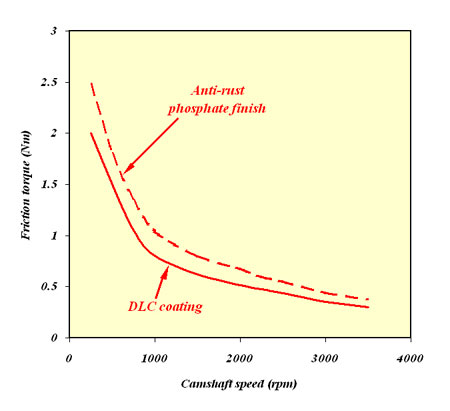
When bonded to a metal surface the material can give a significant reduction in friction compared to a similar phosphate-coated arrangement. (see Fig. 1). This reduction in friction was demonstrated recently to me when the cam of a 20-valve Audi cylinder head, coated with DLC was rotated by hand with ease. Using the same method the original phosphate-coated cam could not be budged.
It must be recognised, however, that the torque required to turn any camshaft, falls considerably once it begins to turn. This is because much of the boundary-layer friction quickly dissolves into mixed and hydrodynamic lubrication as soon as it is rotating. So while this static test may seem to be impressive, it somewhat disguises the fact that the overall reduction may be only 0.2 Nm or so for each cam when the engine is running.
While accepting that any reduction in friction is of value, the major advantage to running DLC seems more likely to be one of improved durability. Although coating both cams and tappets may give the lowest friction of all, much of the benefit can still be obtained using a superfinished cam running against DLC tappets.
Fig. 1 - Cam motoring data
Written by John Coxon
9907