Friction
Friction is the enemy of horsepower. It’s a simple enough mantra, but in order to reduce it in the internal combustion engine a full understanding of the tribology at each mating surface is essential. The friction in the ring pack and cylinder bore is, as a rule, by far the greatest, but that in the valvetrain mechanism is generally next on the list, especially so as engine speed falls.
For the vast majority of race engines the direct acting system (or DAMB - Direct Acting Mechanical Bucket), where the cam acts directly on the tappet-valve assembly, is that most frequently found. Where friction is the overriding concern, roller finger followers are the trend, and most passenger car engines limited to 6000-6500 rpm now use this method. But for the DAMB - which is comparatively light in weight but above all stiff - the downside is the limiting of the valve opening velocity by the diameter of the tappet, and of course the high levels of friction. For race engines as well, high engine speeds mean large spring forces, which means greater valvetrain friction particularly at the lower engine speeds when the inertia of the valve is low. Since race engines tend to have larger bores/stroke ratios and hence greater valve area, the valves tend also to be that much larger.
At the cam and tappet contact point, this loss in power is a function of contact load, relative sliding velocity and the friction coefficient. So while the contact load is a function of spring and inertia forces, the sliding velocity is a function of cam profile and engine speed, while the coefficient of friction has many more variables. Contact force, relative sliding velocity, surface textures and the lubricant properties of film thickness, temperature and viscosity are all involved, so an engine with a minimum of valvetrain friction has to juggle all these - and perhaps the easiest of them all to change is the surface, both its type and texture. It is therefore little wonder that of the options available to defeat friction, a change in the surface is one of the simplest and most cost-effective.
For those on a budget, superfinishing the cam would probably be the first choice. Placing the cam into a container of vibrating carborundum stones of various sizes for various times has the effect of removing all the sharp peaks on the surface of the lobes and prevents them from poking through the oil film. The lubrication regime between cam and tappet will move from boundary or mixed into full hydrodynamic, reducing both wear and friction.
At high speeds, however, some of the oil that would otherwise have been rooted in the creeks and valleys of the original surface may simply be centrifuged away. The top-end lubrication should therefore be more carefully controlled and not simply left to the effects of oil splash in the cam box.
Another method is to coat the cam - or, perhaps more practical, the tappets - with one of the many ceramic or diamond-like coatings available. Titanium nitride, chromium nitride, chemical vapour deposition (CVD) or plasma vapour deposition (PVD), all these coatings have higher hardness values than steel tappets. The very thin layers, as little as 1 micron thick, do not normally affect the surface finish, but care must be taken during some PVD processes to ensure that the surface roughness does not increase. Increasing the surface roughness will have the opposite effect to that desired, so if reduced friction is desired then take care in selecting your process.
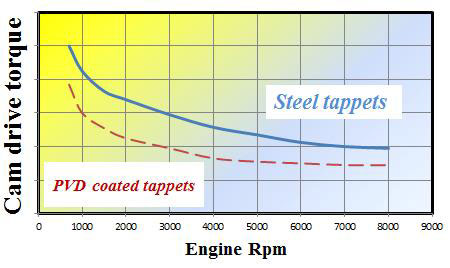
Fig. 1 - Cam drive torques
Written by John Coxon