Making it more complex?
 In today's world the possibilities for producing complex castings are much more sophisticated than ever. Whereas in the old days we only needed to worry about making patterns out of wood or steel/cast iron, now we can look at how to integrate as many functions as possible in as effective a solution as possible on a mass scale. So we no longer use only the traditional method of pattern making, but rapid prototyping techniques as well.
In today's world the possibilities for producing complex castings are much more sophisticated than ever. Whereas in the old days we only needed to worry about making patterns out of wood or steel/cast iron, now we can look at how to integrate as many functions as possible in as effective a solution as possible on a mass scale. So we no longer use only the traditional method of pattern making, but rapid prototyping techniques as well.
In general, an engine block casting consists of a number of main areas when looking at its production. These areas are:
" Crankshaft cavities, often used as the reference of the component at the start of the machining process
" Front and rear side (also often the top side), often acting as stable carriers of the total sand core structure
" Coolant and lubrication cavities, with a focus mainly on stable wall thicknesses
" The need to keep all internals on the inside, aside from providing support for all external bolted-on components
If we take a somewhat simplified look at producing an engine casing as part of the engine's development, flexibility is mostly required on the outside of the engine block and on the various coolant and lubrication passages. After the first prototype batch has been produced, functionality will be tested and vibrations measured. After analysing the results, design changes are often needed to improve engine behaviour. Typically the crankshaft cavities do not require many updates during development, and are therefore directly tooled from the beginning. This can also be said of the top end of the engine block. The head gasket side depends purely on cylinder distance, which is fixed from the beginning, and can therefore be tooled straightaway.
In most development projects, however, the same cannot be said for the coolant and lubrication cavities, as the probability that modifications are required during the development process is significant. It is therefore in these areas that the use of rapid prototyping processes has risen significantly over the years, in order to have parts that are available as quickly as possible. Laser sintering is often used for these kinds of cores, mainly because of their typically complex geometries. A machined core would have significant more risk of breakage.
The outer geometries of the casting, being the front and rear of the block, often have a 1:1 relation to the overall core structure of the part, and although these might require (often minor) modifications during development, they are sometimes rapid prototypes in order to decrease lead time.
Both engine sides are prone to modifications. As stated earlier, vibrations are one of the most important issues in a race engine, and often lead to improvements in bolt positions to reduce the vibration levels of external components. Therefore the patterns used for the outside of the engine blocks are well suited to being machined from a big brick of bonded casting sand.
In this way, the highest degree of freedom and therefore maximum flexibility can be achieved during the initial build of an engine for development purposes. The further the development goes, the more definite the engine block geometry will become, and investing in definite tooling can then become sensible. Remember though that it might still be economically more feasible to use rapid prototyping processes when production numbers are low, as such processes do not require specific and often costly tooling.
One should of course not underestimate the use of these processes in combination with each other. Every specific rapid prototyping process has its own peculiarities, but a number of rapid prototype casting companies have the required knowledge and experience to handle any such challenges.
So, when thinking of producing a rapid prototype component, find a partner company that can support you throughout the entire casting process - the 'one-stop shop'. All too often, nicely produced rapid prototype cores fail to survive the trip to the foundry. Remember that a core remains nothing more than a sandcastle, so be gentle with it.
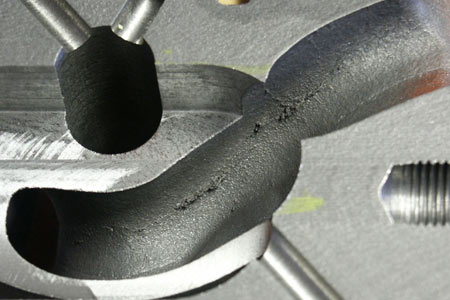
Fig. 1 - Complex casting geometry, initially produced by using rapid prototyping and machined down in order to check stability
Written by Dieter van der Put
2895