The Plasma Transferred Wire Arc process
 With engine manufacturers increasingly moving towards lightweight engine architectures, keeping the length of the engine to a minimum and using lightweight materials - particularly aluminium - is an obvious start. However, the process of replacing parent-metal cylinder liners in one-piece cast aluminium blocks, later on in the life of the vehicle, is fraught with difficulties. Traditionally, in less challenged times (both financially and engineering), blocks would have been re-bored and fitted with a system of separate wet liners. But with interbore spacings so finely gauged on modern engines, this method is no longer available to us. The only way, it would seem, is to use either a new cylinder block or reclaim the bore surface.
With engine manufacturers increasingly moving towards lightweight engine architectures, keeping the length of the engine to a minimum and using lightweight materials - particularly aluminium - is an obvious start. However, the process of replacing parent-metal cylinder liners in one-piece cast aluminium blocks, later on in the life of the vehicle, is fraught with difficulties. Traditionally, in less challenged times (both financially and engineering), blocks would have been re-bored and fitted with a system of separate wet liners. But with interbore spacings so finely gauged on modern engines, this method is no longer available to us. The only way, it would seem, is to use either a new cylinder block or reclaim the bore surface.
For me, discarding anything with the value of something like a cylinder block is total anathema, and in these environmentally aware times it is perhaps the last thing I would want to do. And since recycling and repair is now very much back in fashion, when it comes to cylinder bores, reclaiming them seems the most sensible thing.
A few months ago we looked at the thermal spraying of cylinder liners but here I would like to examine one of the processes mentioned in more detail, the Plasma Transferred Wire Arc (PTWA) method.
The process is divided into four stages. The first involves machining the bore to remove the damaged surface before pre-treating the surface to accept the new material. Following deposition, the bore will be honed using recognised materials and techniques depending on the qualities of the surface required.
Developed initially by a US-based company, the plasma-generating gun consists of a tungsten cathode, an air-cooled pilot nozzle made from copper and a consumable wire acting as the anode. Attached to a rotating spindle, the gun rotates at up to 600 rpm while simultaneously moving up and down the bore. The plasma gas is introduced through tangential bore holes in the cathode holder while the wire is fed down into the central orifice of the nozzle.
When a high voltage is applied across the electrodes, the gas mixture is ionised and dissociated, whereupon it is forced to exit the nozzle at hypersonic speeds. Transferred to the consumable electrode, the plasma melts the tip of the wire and, together with another atomising gas, creates a finely atomised stream of particles targeted at the surface of the cylinder bore. Used in conjunction with low carbon alloy steel wire and compressed air, finely divided iron oxides (FeO) can be created within a softer iron matrix which, once suitably bored and honed, creates an ideal surface for a piston ring to cross. Interestingly, despite the particle temperatures reaching 2000 C, the plasma torch needs no external cooling.
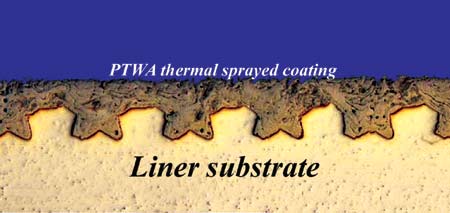
Since the material is not actually bonded to the liner surface, preferring instead to be mechanically locked to the substrate, the method of pre-conditioning the liner surface is critical. The normal method for roughening such surfaces is to grit-blast. Highly effective in creating a surface full of undercuts into which the plasma-sprayed metal can be forced, the presence of carborundum inside any engine requires meticulous cleaning afterwards, and is therefore not necessarily the best. Perhaps better alternatives are high-pressure water jet blasting methods or a fine machining process giving a dovetail-type surface finish similar to that seen in the figure here. Giving a very good bond strength - twice that generally reckoned to be recommended for aluminium liners - this latter process was developed by Braunschweig University of Technology in Germany.
A technique perhaps more suited to the needs of an OE engine supplier reclaiming damaged cylinder blocks, and not so far as I am aware used in competition engines, the processes described produce a reliable and low-cost option for reclaiming cylinder liners.
Fig. 1 - Thermally sprayed coating locked into the mechanically roughened substrate
Written by John Coxon
4394