Thread Lubricant Developments
 We have, in previous articles, looked at the importance of correct pre-load for fasteners, and this is especially important where there are cyclic loads involved that might causes fatigue failures.
We have, in previous articles, looked at the importance of correct pre-load for fasteners, and this is especially important where there are cyclic loads involved that might causes fatigue failures.
One of the more reliable ways in which we can tighten a fastener is to measure the extension or 'stretch' of a given bolt or stud, and for a con rod, this is indeed the way that the vast majority of engine builders will work. Knowing the load versus extension relationship of the bolt means we can specify an extension range to where the bolt must be tightened.
There are many situations, however, where the fastener can not have its extension measured and we therefore need some knowledge of the relationship between torque and tension. This relationship depends on a number of factors such as the diameter and pitch of the thread, the contact geometry of the fastener underhead and the level of friction in both the thread and underhead areas.
Where the physical geometry of the components is fixed, the friction can be affected by choices of materials and coatings, and also by the use of any thread lubricant. Having undertaken a programme of testing on bolt pre-load versus torque, I can say this relationship is not consistent, even with conditions as close to ideal as possible.
There is a great deal of scatter between the pre-loads achieved during each individual tightening of a fastener, and this is problematic. The consequences of insufficient pre-load can mean loss of performance, or indeed catastrophic failure and total loss of a very expensive engine. It is common practice for companies to use engine oil or 'moly' paste, 'copper-slip', EPL or one of the many alternative lubricants in critical applications, but there is little evidence that any of these is significantly better than any other in real terms.
A well-known fastener company has taken the step of developing a special thread lubricant to improve the torque-preload relationship and thereby provide us with a more reliable fastener. There are a number of ways by which we might judge this to be a success, and the two graphs show measured test data which we can use as criteria of success.
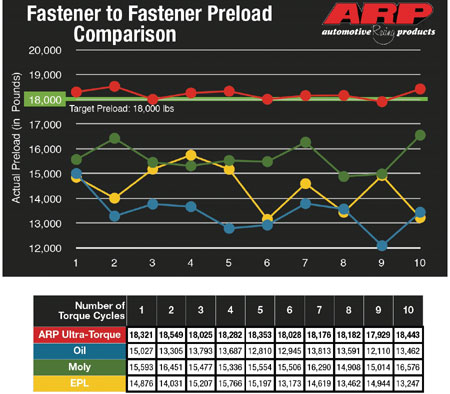
Fig. 1 shows the pre-load achieved by tightening the same bolt on a number of occasions; the torque specified was 120ft-lb. The red trace corresponds to the new lubricant, and we can see that it shows excellent consistency compared to the other data.
As many of you will be aware, a joint generally takes a number of tightening cycles to 'bed-in' and this phase is shown in the blue, yellow and green traces as a rising preload as the joint is subjected to repeated assembly and disassembly. This phase of 'conditioning' the joint is eliminated with the new lubricant.
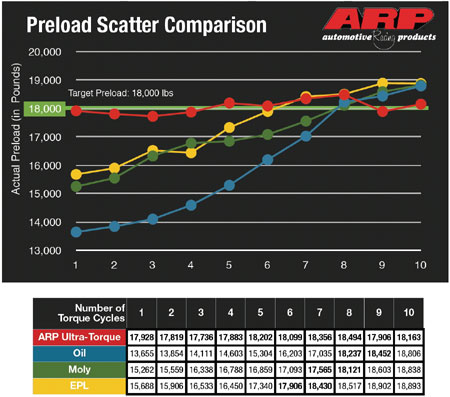
Fig. 2 shows the effect of tightening ten new fasteners, and is a good illustration of what we might do in tightening the cylinder head joint, or main bearing caps. Again, we see a surprising level of consistency here.
In the worst case, with oil - which is what many people use in this situation - we see that we may achieve only about 65% of the intended preload. The lower level of preload could be mitigated by specifying a higher torque, but this wouldn't change the poor consistency of the results. Furthermore, we would increase the chance of damage to the fastener owing to higher shear stresses due to the higher torque.
The new lubricant, called Ultra-Torque, is made by racing fastener company ARP (Automotive Racing Products), and I asked its director of specialty products Chris Brown to explain the advantage of Ultra-Toque for new fasteners.
"Oil, moly and CMD/EPL do not meet the test objectives," he says. "All three lubricants have a large amount of preload scatter requiring six to eight cycles before achieving the recommended preload. ARP Ultra-Torque clearly allows the fastener to reach the optimum preload level on the first cycle, and becomes repeatable within 5% on all remaining cycles.
"Consistency on a Cycle Test will pay major dividends on align honing and cylinder honing operations, saving the machinist time and money. The less preload scatter you have, the more repeatable your cylinder and housing bores will be on assembly, reassembly, and mock-up procedures," he says.
Fig. 1 - The pre-load achieved by tightening the same bolt on a number of occasions
Fig. 2 - The effect of tightening ten new fasteners
Written by Wayne Ward