Rings of doom?
 Followers of Tolkien's epic tales, the Hobbit and Lord of the Rings, will know all about the One Ring. A magical thing made from gold, and impervious to damage, the wearer would be invisible to ordinary men and projected him or her into a shadowy world that dims the sight and enhances the other senses. And of course, created by the Dark Lord Sauron and forged in the fires of Mount Doom in the black land of Mordor, its power over just about everything was seemingly unstoppable.
Followers of Tolkien's epic tales, the Hobbit and Lord of the Rings, will know all about the One Ring. A magical thing made from gold, and impervious to damage, the wearer would be invisible to ordinary men and projected him or her into a shadowy world that dims the sight and enhances the other senses. And of course, created by the Dark Lord Sauron and forged in the fires of Mount Doom in the black land of Mordor, its power over just about everything was seemingly unstoppable.
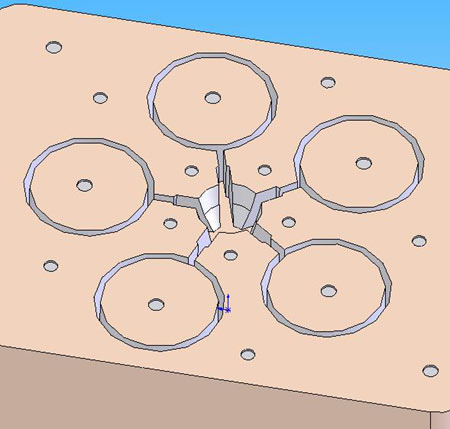
As wonderful as all this may be, when it comes to piston rings we don't do it like that. Piston rings these days are generally either cast or made from some form of strip steel according to the intended application and economies of scale, with the process varying between manufacture and the material used. One ring manufacturer casts its grey iron products as individual rings in a non-circular shape. Others, however, cast theirs as individual pots on a sprue, which makes them look more akin to the design of a futuristic space station rather than the beginnings of a piston ring. Such rings will be cast, using shell moulding techniques in the highest quality resin sand using CNC pattern-making machines to generate the void.
Designed for tight dimensional tolerances and good surface finish with tight draft angles, the result is a near-net shape needing minimal machining to finish. When machining cast rings, one option is to form-turn both the inside and outside diameters at the same time and to the shapes necessary. Referred to as double-cam turning, once a segment is machined away, the remaining free gap will enable the ring to be fitted in the cylinder bore and given an even radial pressure all round.
A better alternative to grey cast iron is SG (spheroidal graphite) cast iron, more commonly these days referred to as 'ductile' iron. Produced from centrifugally spun cast iron, the resulting thick-walled tubes or cylinder can be machined on a normal lathe and sliced into separate rings, after which the free ends are cut using a very thin blade. Thereafter the 'C' shaped devices are placed on a carefully designed mandrel and heat-treated to generate the radial pressure needed once fitted. To finish, the ring profile (barrel, Napier and so on) will be ground to shape and the ring coated if required.
Steel rings, however, tend to be made in an entirely different way. Made from large coils of wire, steel rings are more likely to be rolled to the circular shape required using a system of rollers. Machining the outside oval shape and then slicing out a segment to create the gap and separate the rings, the internal bore is machined fully round once the rings are compressed to the installed gap dimension. If the profile has not been introduced at an earlier stage then this may be ground on before final coating.
The manufacture of piston rings may not be as colourful as the story behind the One Ring, or perhaps as exciting, but at least we don't have to go near the black lands of Mordor.
Fig. 1 - Cast piston ring moulding box
Written by John Coxon