The WPC process
 For those of you with a high boredom threshold, a constantly recurring theme in my articles for RET-Monitor and Race Engine Technology is to stress the importance of compressive residual stresses at the surface of components which are cyclically stressed. The compressive stress is extremely effective in improving the fatigue strength of engine components, and there are a number of ways of achieving this; some of these have been discussed before in RET-Monitor.
For those of you with a high boredom threshold, a constantly recurring theme in my articles for RET-Monitor and Race Engine Technology is to stress the importance of compressive residual stresses at the surface of components which are cyclically stressed. The compressive stress is extremely effective in improving the fatigue strength of engine components, and there are a number of ways of achieving this; some of these have been discussed before in RET-Monitor.
There are various surface hardening techniques that also serve to stress the surface of parts in compression very effectively. Among those of note and which are used widely for race engines are carburising and nitriding. There are others such as nitrocarburising (also known as tufftriding) and carbonitriding which offer thinner surface hardened layers but which also stress the surface in compression.
There are mechanical treatments as well, such as shot-peening, which are also very effective and which can be applied to a wider range of materials. Peening puts the surface into compression.
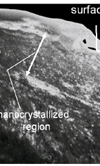
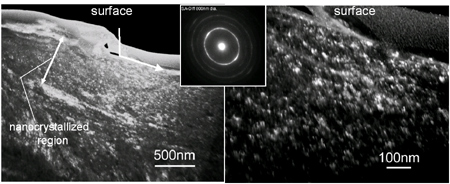
Another technique that appears to be extremely effective compared to shot-peening is the 'WPC' treatment, developed in Japan. The process is similar in principle to peening in that it involves the impact of hard media against the surface of the part to be treated. But it is sufficiently different such that the process has been patented and that the results achieved are different; it alters the nature of the surface material, markedly changing the structure (see Fig. 1).
I discussed some aspects of the process with Izumi Ogawa from WPC Treatment Co. He reveals that it is commonly used on pistons and valvetrains in motor racing, as well as in transmissions, where it has proven more effective than conventional shot-peening in some applications. It is also widely used for series-production car engines.
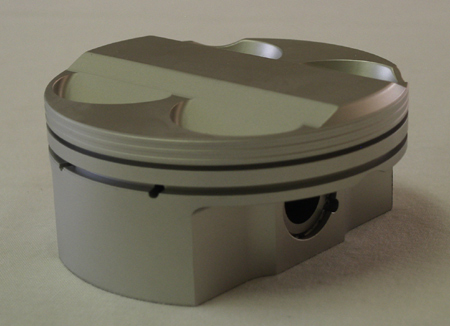
Concerning piston applications, it is not only the skirt surface that is treated but also piston pins and piston rings. In the case of pistons, the benefits of the treatment are increased fatigue life, and improved tribological behaviour. Fig. 2 shows a treated piston.
The commonly treated valvetrain parts are spring retainers and the valves themselves. The benefit of subjecting valves to peening and similar treatments may not solely be down to the fact that the surface is stressed in compression; there is also likely to be some advantage in having disrupted the pattern of machining marks on the valve stem.
In transmission applications, it is common to treat gears where fatigue failures are a problem, and the greater compressive stress the WPC process can provide compared to conventional peening explains the advantage. Clearly, in terms of engine design, we can use this knowledge to our benefit, especially where gear-driven camshafts are used. Providing that the mesh stiffness of the gears remains sufficient, we could employ narrower gears by using this process, thus making the engine lighter and with slightly lower component inertia.
As an illustration of the effectiveness of the process, I was shown some fatigue data for a high-strength steel. The test piece was a notched specimen in a material similar to 4340. The stress run-out for carbonitrided pieces was about 480 MPa at one million cycles. Conventionally peened specimens showed an improvement to 700-900MPa, but the WPC-treated pieces ran out at more than 1150 MPa.
Fig. 1 - The material structure of WPC-treated steel, which was previously carburised, quenched and tempered
Fig. 2 - A WPC-treated racing piston
Written by Wayne Ward
5170