Con Rods: Application of Shot-peening
 In a number of previous articles, I have touched on the subject of residual compressive stress, and how this can be helpful to us in increasing the fatigue strength and hence life of components. This allows them to be smaller and lighter than would otherwise be possible for a given life requirement, and as designers and tuners of racing engines, this naturally appeals to us. Light components, most especially those that rotate are becoming more important than ever to the series production engine designer, as the push for fuel economy continues with haste. Very recently in fact, in Electric and Hybrid Vehicle Technology, Matt Davis stated that "small capacity IC engines will be driving the world's economies for at least another 50 years". So, as engineers in the automotive powertrain field, we ought to be aware of the benefits of compressive residual stresses, to know what components are most likely to benefit from them, and the appropriate method of introducing them.
In a number of previous articles, I have touched on the subject of residual compressive stress, and how this can be helpful to us in increasing the fatigue strength and hence life of components. This allows them to be smaller and lighter than would otherwise be possible for a given life requirement, and as designers and tuners of racing engines, this naturally appeals to us. Light components, most especially those that rotate are becoming more important than ever to the series production engine designer, as the push for fuel economy continues with haste. Very recently in fact, in Electric and Hybrid Vehicle Technology, Matt Davis stated that "small capacity IC engines will be driving the world's economies for at least another 50 years". So, as engineers in the automotive powertrain field, we ought to be aware of the benefits of compressive residual stresses, to know what components are most likely to benefit from them, and the appropriate method of introducing them.
Con rods are a particularly suitable application, and most companies who manufacture racing rods for 'serious' applications, i.e. where the rods are significantly stressed, will shot-peen their rods as a matter of course. The only application that I have found where there is an exception to this rule is in drag-racing where aluminium rods are often used. For titanium and steel con rods though, it is common to shot-peen and rather than use the services of specialist subcontractors, some rod manufacturers have their own facilities. Components which are subject to simple tensile loads are not greatly affected one way or the other by residual compressive stresses, but those subject to bending and torsional loads are aided tremendously in terms increased fatigue life by processes which impart these stresses. Con rods are indeed subject to significant bending loads and also some degree of torsional loading.
A few years ago I was shown the remains of an engine, modified for motorcycle racing by an amateur racer. The particular wizard in question had apparently taken exception to the 'flashing' left by the forging process on the production rods, and had taken his trusty grinder to the rods to remove this material. He had left the rod marginally smoother than a normal production rod, but had left some significant machining marks perpendicular to the load path, which is the about the worst possible damage he could have inflicted with his grinder. Unsurprisingly, one of the connecting rods had failed. I have no doubt that this amateur 'tuner' had no knowledge of shot-peening, otherwise he would have treated the modified rods by this process.
It is, to some people, counter-intuitive to shot-peen rods, or any other component, even to students of engineering and newly-qualified engineers. In studying cyclic loading and the phenomenon of fatigue, students learn that improvements in surface finish lead to an improvement of fatigue strength. They learn that a machined finish is better than a cast, or as-forged surface finish, that a ground surface finish has better fatigue properties than a machined surface, and that a mirror polished surface has even greater fatigue strength. In this regard, we might not be able to fault the logic of the previously-mentioned 'tuning wizard'. However, it is very likely that the rod had previously been shot-peened, and that its surface was in a state of significant compressive stress. By introducing grinding marks perpendicular to the main load path, he had made one serious mistake, and by removing the compressively stressed material and not thinking to restore it by shot-peening, he had made another. Unfortunately for my friend, who had purchased the result of this grinding fanatic, the outcome for his wallet was not a good one.
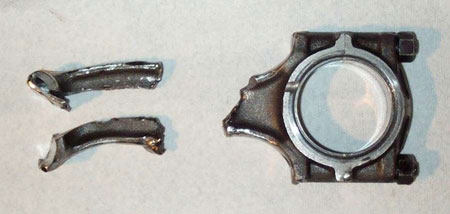
Fig. 1 - Shot-peening can prevent expensive connecting rod failures.
Written by Wayne Ward
8144