Hypereutectic liners
 It is surprising how often people get mixed up between the prefixes 'hypo' and 'hyper'. While 'hypo' refers to a situation that is less than normal, 'hyper' relates to exactly the opposite. As an example of such confusion I have a neighbour who speaks with a highly refined tone and continually refers to her 'hyperchondriac' husband, when I am sure she means 'hypochondriac.'
It is surprising how often people get mixed up between the prefixes 'hypo' and 'hyper'. While 'hypo' refers to a situation that is less than normal, 'hyper' relates to exactly the opposite. As an example of such confusion I have a neighbour who speaks with a highly refined tone and continually refers to her 'hyperchondriac' husband, when I am sure she means 'hypochondriac.'
So too are the differences between hypoeutectic alloys of aluminium and silicon and their hypereutectic alloys.
Aluminium casting alloys used in many race engine cylinder blocks are generally a mixture of aluminium and silicon with smaller amounts of copper, magnesium or nickel. As we add more and more silicon to the molten mix the silicon dissolves, but once the amount added exceeds 11.7% - the eutectic point - upon cooling, the silicon will separate out at the crystal lattice boundaries as hard particles in a soft aluminium matrix.
Aluminium containing amounts of silicon less than this level are known as hypoeutectic alloys, while those with amounts greater than 11.7% are known as hypereutectic. And while these hypereutectic alloys have lower thermal expansion coefficients with slightly greater strength, until relatively recently suitable examples of use were hard to find.
Adding silicon to aluminium improves its fluidity in the molten state. This makes high-silicon alloys relatively easy to cast, and the hard silicon crystals precipitated out provide a source of excellent wear resistance, enabling pistons to run directly in an aluminium block. Low-pressure die casting techniques to control the flow of the molten material in the mould are not cheap but do allow the use of sand cores for water jackets and thus produce structurally stiff closed-deck cylinder blocks.
Furthermore, a carefully designed cylinder sleeve cooling system can control the silicon crystal precipitation process to produce small uniform crystals around the cylinder bore to give optimum surface characteristics once fully machined and honed. This honing process has to be augmented with an additional 'etching' process to expose the hard silicon-based particles from the 'sea' of soft aluminium, but altogether the resultant surface is highly wear-resistant, unlike hypoeutectic materials.
Previously, low-silicon hypoeutectic bores (LM 25 for instance) would need to have been coated with silicon carbon particles in a nickel matrix either plasma sprayed or electrolytically deposited on the aluminium bore. Producing a coating of 0.003-0.006 in thick, this can make subsequent machining of the top deck or around the ports on a two-stroke unit very difficult when the plating can break away if not treated carefully.
Also, since nickel in the workplace on health grounds is now considered to be less than desirable, manufacturers are looking towards alloys of aluminium that contain the silicon particles but without the nickel. In this instance, a 17% silicon alloy with such silicon added in the form of sand (silica) would seem to offer a good overall prospect for the future.
Hypo or hyper, the difference may seem very slight, but when referring to the surface of the cylinder bore, the way to achieve a wear-resistant surface is so very different. However, it is surely when at the repair stage that the problems of identifying the correct material, and hence the correct surface treatment method, may raise more than just a little titter.
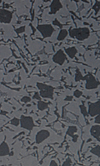
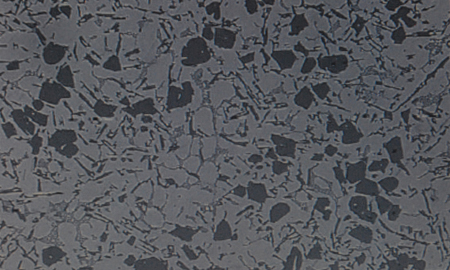
Fig. 1 - Typical crystalline structure of a hypereutectic aluminium-silicon alloy (Courtesy KS Aluminium-Technologie)
Written by John Coxon
3341