Internal stress is truly not OK!
It is said sometimes that engine engineers can ‘feel’ their engine working, and when it is not running properly then they can suffer a lot of stress in resolving that. Would they know that the engines themselves can also suffer internal stress?
Designers of complex castings are familiar with internal stresses in engine blocks and heads. The reason for these stresses is the fact that the solidification of the material is not homogeneous throughout the part, leading to internal differences in the material where one area is ‘pulling’ on others. Normally this is not really a risk, since the stresses will remain below what is permissible in the material being used.
Sometimes the internal stresses can be observed when a component is sawn through in order to check its internal dimensional stability. As it is being sawn, the separate parts sometimes seem to open, or the saw becomes stuck, typically when the component tends to close the sawing gap. But in general the cast component does not show any signs of internal stresses, and will be shipped to the machinist. And it is not until there that the firsts signs of stress can be observed.
The reason why errors relating to internal stresses often emerge at the machinist stage is quite simple. The internal stresses in the casting will not cause issues as long as they remain below the critical level. The fact that the unit of stress is Newtons per square millimetre – that is, force divided by cross-sectional area – means that when either the stress is increased or the area is decreased, issues can be expected. The machinist normally reduces the cross-sectional area in the component by machining away material, and this can cause the stresses to become too high – especially when the machined feature has sharp edges and therefore creates a ‘notch’ effect, which quickly leads to defects due to cracks.
A known sensitive area in an engine block is the region between two cylinders, particularly when using wet liners. I have often seen cracked blocks in this region, even when they were not loaded, just machined. When you discover such a crack for the first time, the casting company is the first to be asked questions. Typically the initial analysis from its side does not show any defects, at least not until the first casting simulations are examined.
But it is the design engineer to whom the first questions should be put when something like this occurs, as it is he or she who is responsible in the first place for coming up with a design that is insensitive to high internal stresses. And even if it is difficult sometimes to design the component in such a way that risks are avoided, there is always scope for improvement, even if it takes a number of design iterations. In most cases, the foundry process or the machinist can minimise the risk, but removing it completely cannot be done during the fabrication process.
A second structural part where internal stresses regularly exist is the cylinder head. The design typically has a thick flame plate (which is the surface facing the block) and a robust upper surface, combined with quite thin inner geometries (such as intake and exhaust ports, for example). And with these ports often being siamesed, stiffness transitions regularly come into play a well. And even when the internal stresses can be kept low, the combination of these as well as thermal and mechanical stresses will lead to a very highly loaded part.
If you can keep the internal stresses under control, or even just influence them so that compression can be achieved in highly loaded area, then the component can be made even more robust. In the case of the cylinder head though, while understanding the problem is one thing, being able to influence it is something else entirely.
I expect that on short notice we will be able to predict and influence complex castings by controlling internal stresses. When we eventually reach this stage then nobody will bother with the topic of internal stresses any more, once new and highly sophisticated simulation tools become available to the few people who have access to them and really know how to use and understand the results generated with them.
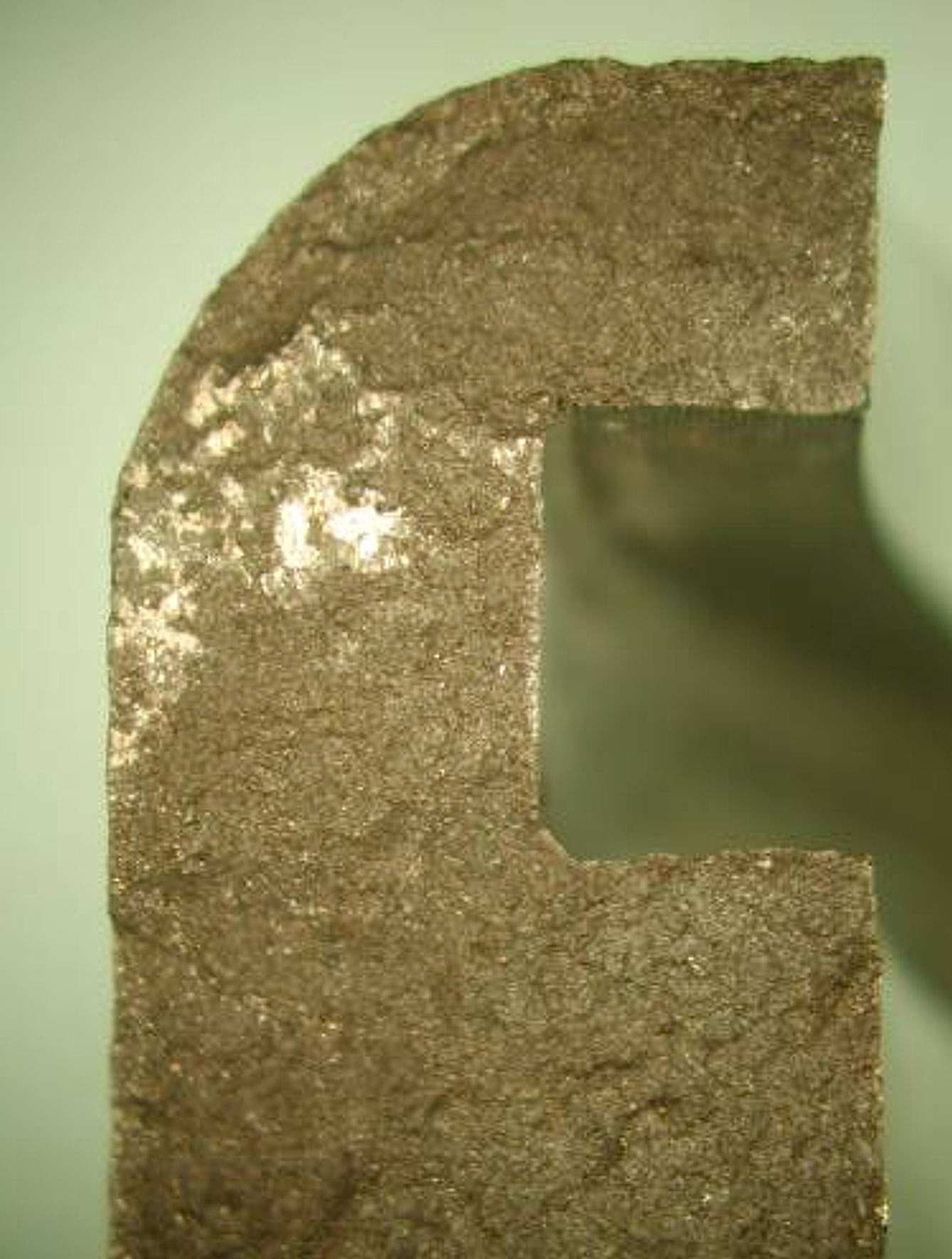 Fig. 1 - Crack as a result of internal stress. Crack seen after machining of the O-ring feature
Fig. 1 - Crack as a result of internal stress. Crack seen after machining of the O-ring feature
Written by Dieter van der Put
3213