Keeping the faith
 You can’t talk about cylinder liners for very long without referring to the terms of either ‘wet’ or ‘dry.’ Although fairly self-explanatory, these refer to liners, which are either in direct contact with the engine coolant or those which are not. And at one time, and more years ago than I care to remember, these terms may also have referred to a certain type of Tory politician. In those recessionary times (yes, we had them back then as well!) monetary policy was the political mantra and you either believed in it or not. Likewise with cylinder liners, you are either a firm believer in wet liners or you are not.
You can’t talk about cylinder liners for very long without referring to the terms of either ‘wet’ or ‘dry.’ Although fairly self-explanatory, these refer to liners, which are either in direct contact with the engine coolant or those which are not. And at one time, and more years ago than I care to remember, these terms may also have referred to a certain type of Tory politician. In those recessionary times (yes, we had them back then as well!) monetary policy was the political mantra and you either believed in it or not. Likewise with cylinder liners, you are either a firm believer in wet liners or you are not.
A wet liner, of course, has many advantages. The simplicity of casting the block using the minimum number of cores lends itself very well to low volume production such as that used by most race engine manufacturers. And should the bore suffer any terminal damage then the liner can be simply pressed out and replaced with the minimal amount of effort. The downside to such designs is the necessity to seal the liner to the cylinder block at both the top and the bottom of the liner under all engine-operating conditions of temperature and load. Replacement liners can also be fully finish machined and even honed to suit but to develop a system of locating the liners rigidly in the block and sealing it reliably against the coolant at both top and bottom as well as against combustion pressures at the fire face, can take quite a lot of time and in some ways can be likened to an act of faith.
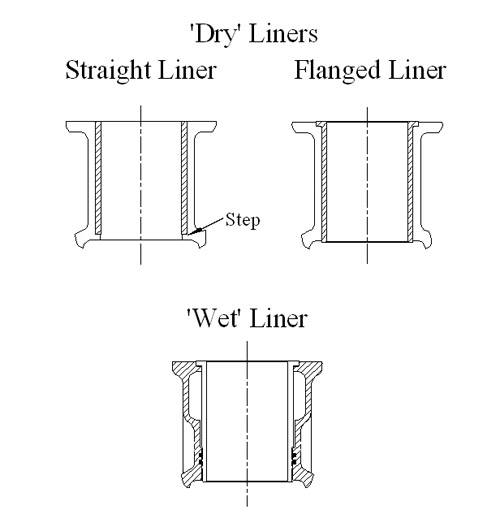
The dry liner however, is not without its issues either. Favoured by most volume engine manufacturers because it removes a potential source of engine failure – the seal, the resulting components should ultimately be more reliable. Occasionally, engines of this configuration use parent metal bores, but when liners are cast in place from the outset the overall mass of the resulting cylinder block can give rise to a slight weight penalty. To compensate, the assembly is likely to be slightly stiffer but it is when the bore surface is damaged that the dry liner loses its attractiveness. At these times inevitably some level of machining will be required. For most applications the preferred approach is to machine the bores of the block to leave a slight step at the base. A replacement cylindrical can then be pressed home to abut against this step and the top deck machined such the liner is flush with it. To do the job properly the external diameter of the liner should be measured in a minimum of three places, equidistant around the circumference and then averaged. The correct block boring size can accordingly be calculated allowing for an interference fit (for cast iron liner in a cast iron block) of somewhere around 0.0006” per inch bore +/- 0.0005”. The actual fit will depend very much on the block material, the design and in the final analysis, what actually works! As it was explained to me by an engine builder of many years, “There is no substitute for experience in this business.” Some blocks will require a gentle press fit using industrial adhesives for extra security but most small cast iron blocks/liners should work perfectly satisfactorily using around 0.0015- 0.0025” of interference. Since the liner will conform to the shape as machined, it is essential that this is completed to the highest of accuracies running down the axis, although the final bore shape can be corrected during final machining.
Whatever your politics, when it comes to liners either ‘wet’ or ‘dry’, you either believe or you don't.
Written by John Coxon.
4391