Machine backlash
 One of the biggest issues with any machine tool, camshaft grinders included, is that of axis backlash. Defined as the loss of motion when the machine's axis, either rotational or linear, reverses, it can have a major influence on the precision of the component being made.
One of the biggest issues with any machine tool, camshaft grinders included, is that of axis backlash. Defined as the loss of motion when the machine's axis, either rotational or linear, reverses, it can have a major influence on the precision of the component being made.
With camshaft lobes needing to be ground to accuracies of +/- 6 microns or better, the backlash in the machine is therefore of critical importance. The result of loose or worn components in the cross-slides - bolts, ball screws, end supports and keyways, to name but a few - a typical cross-slide leadscrew might have anything between 0.003 and 0.005 in (0.076-0.127 mm) of axial play or backlash in the mechanism. And without any measures to counter it, the effect can be alarming.
In explanation, as the leadscrew is rotated, one side of the screw will push the saddle nut (which is attached to the machine saddle) across the machine bed. At the completion of the stroke, as the direction of rotation reverses the leadscrew must rotate through a finite angle before the opposite side of the screw can begin to move the saddle in its reverse direction.
The degree of this backlash is therefore down to the fit of the leadscrew inside the saddle nut. This is true for any machine tool incorporating leadscrew technology moving the tool post or grinding head in or out against a rotating workpiece.
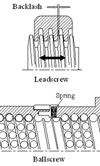
Methods to minimise this leadscrew backlash have been used for many years. Methods include the use of an additional anti-backlash nut on the same screw. This abuts against the opposite side of the thread to that used to move the saddle. Effectively jamming the leadscrew between two nuts, this is highly effective at minimising backlash but creates substantial and unwanted friction in the mechanism.
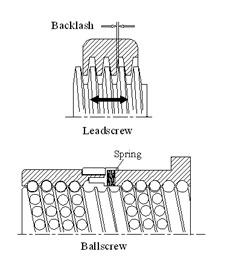
The approach most commonly used in all but the very latest in CNC machines, however, is the ballscrew. Replacing the simple lead screw profile with one rolled or finely ground to accept ball bearings running between it and a similar thread form in the saddle nut almost totally eliminates this backlash, which is further reduced using a spring-loading mechanism. This mechanism is still used in many of the best cam grinding machines but with the high forces involved it is susceptible to wear and will need checking regularly.
In the latest CNC machines, the little backlash that exists can be accommodated in software by adding or subtracting a fixed amount depending on the direction of motion. Cams ground using this type of machine should easily achieve accuracies of +/- 6 microns or less if the machine is kept in tip-top condition with regular servicing and provided material removal rates are low.
In the world of volume camshaft production though, reduced cycle times inevitably require high material removal rates, much larger machining loads and the greater levels of friction in the guide ways that accompany it. In addition to backlash we therefore have other errors creeping in - errors such as ballscrew windup and an effect referred to as 'hysteresis'.
Hysteresis is a function of the rigidity of the machine and is much harder to solve than simple backlash. Caused by the slight distortions in the machine's structure under load and how these relate to the workpiece being machined, hysteresis is therefore minimised during the design stage, and all modern machines are designed now to much higher standards to reflect the increased loading they are expected to experience.
To eliminate backlash in modern CNC machines, positioning feedback devices are used with either rotary or linear encoders, often called scales. While the rotary encoder is still prone to backlash (compensated in software) the linear encoder is effectively blind to it, and the only machining errors are as a result of hysteresis in the machine.
The most accurate cam grinders nowadays would appear to be those using linear motors rather than ballscrews, and have hydrostatic slideways with little or no friction and therefore little wear. But older, ballscrew-type machines can still be very accurate if lower feed rates and careful programming to avoid backlash-inducing fore-aft movements are used. As one low-volume cam supplier said to me, "An accuracy of 6 microns is perfectly satisfactory for the cams we make. To go to the 3 microns of a new machine we would need to sell an awful lot more products, and it's not technically needed."
Fig. 1 - Backlash
Written by John Coxon
6490