Nikasil coating
 Historically, the relatively soft grey cast iron cylinder liner with its inclusions of graphite, correctly prepared, has made an excellent material when running against much harder chromium plated rings. However, the differences in thermal expansion between the liner and that of the aluminium alloy piston make it necessary to introduce a greater than desirable radial clearance to prevent piston scuffing and eventual seizure.
Historically, the relatively soft grey cast iron cylinder liner with its inclusions of graphite, correctly prepared, has made an excellent material when running against much harder chromium plated rings. However, the differences in thermal expansion between the liner and that of the aluminium alloy piston make it necessary to introduce a greater than desirable radial clearance to prevent piston scuffing and eventual seizure.
As the specific performance increases along with larger diameter pistons, the pressure to move to bore materials
more compatible with the piston becomes more intense. Improved heat transfer and coefficients of thermal expansion similar to that of the piston, together with the quest for lower weight make the solution obvious but for the problems of excessive wear and a tendency for aluminium to gall. In addition to this the problem of poor oil retention made the selection of aluminium as a bore material totally unsuited to the application.
While suitable hypereutectic alloys have been developed since, it is over 40 years ago that engine component supplier, Mahle, developed a suitable coating. That coating was Nikasil and was to pave the way for a range of trademarked nickel ceramic processes designed to supply a hard, wear-resistant coating on an aluminium surface.
Compatibility in expansion coefficients between the aluminium alloy liner and piston, enabled skirt-to-bore clearances to be radically reduced benefiting not only noise when cold but also reducing blow-by losses and hence improved performance when it really mattered. Reportedly used first in the Wankel rotary engine to solve tip sealing problems in the aluminium housing, the process is also claimed to have contributed to the success of the Porsche 917 programme, enabling the 4.5 litre 180 degree V12, an air-cooled engine to be bored out to a full 5.0 litres and still maintain the same bore spacing.
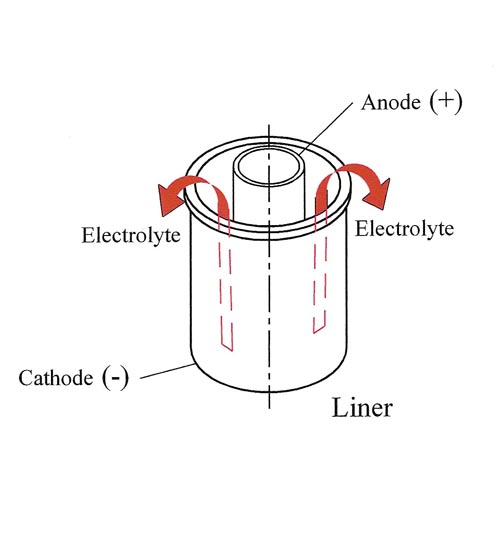
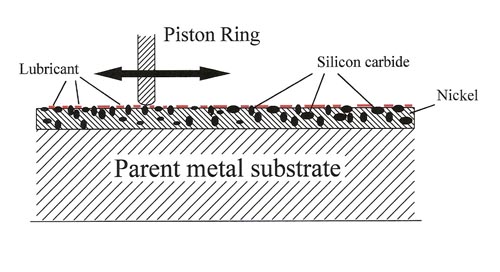
Nikasil is an electrodeposited nickel silicon carbide coating which has the essentially property of being able to absorb engine lubricant. It is therefore said to be oleophilic, retaining the oil ‘like a sponge’ it was once explained to me. Consisting of a layer of nickel plate into which is introduced particles of hard, silicon nitride equally distributed throughout, the exact details of all the various processes used tend to be jealously guarded and are slightly different depending upon the material of the parent metal bore. In most cases individual liners will be placed in a multi-station rig and connected as the cathode (-ve) using a central anode (+ve).
Although there are several proprietary formulations, the electrolyte - a mixture of a Nickel salt and silicon carbide held in suspension together with various plating additives - is pumped up through the cylinder and overflows at the top to fall back into the sump, and then re-circulated. Depending on the exact parent material and the thickness of the coating required, deposition rates vary with the current density but the whole process should take no longer than an hour. After this the coating will be somewhere between 0.002”- 0.006” thick. Any greater and the layer could become brittle and break away from the bore. Any less and the final honing processes could end up by breaking through into the parent metal beneath.
Written by John Coxon.
11474