PVD coatings
 The subject of coatings in motorsports is a hot topic, and has been for some time. Coatings have proven to be a 'silver bullet' in curing some problems, or knocking down obstacles that stand in the way of improved performance and reliability. There remains a lot of development activity in the development of coatings, and increasing willingness in motorsports to work with coatings companies to find the correct solutions to problems or to develop new coatings.
The subject of coatings in motorsports is a hot topic, and has been for some time. Coatings have proven to be a 'silver bullet' in curing some problems, or knocking down obstacles that stand in the way of improved performance and reliability. There remains a lot of development activity in the development of coatings, and increasing willingness in motorsports to work with coatings companies to find the correct solutions to problems or to develop new coatings.
PVD (physical vapour deposition) coatings were among the first to market many years ago, and were developed initially for coating tools, specifically milling cutter and machining inserts. Having seen the difference in cutter performance afforded by coatings, even in their infancy, it is little surprise that coated machining cutters and inserts are so popular.
The PVD process of is one of condensing a vapour onto the surface of a component after evaporation of a 'target' in partial vacuum conditions, whereas CVD (chemical vapour deposition) involves a chemical reaction at the surface. The technology is not new, although the term physical vapour deposition was coined only relatively recently. Scientist Michael Faraday was using a PVD method to deposit coatings as early as 1838 - although not for motor racing!
The motorsports sector was a little slow to catch on to the potential benefits of coatings. The applications were limited initially to suspension components, where users were looking to minimise the effect known as 'stiction', where a high friction coefficient needed to be overcome before a much lower coefficient prevails once movement ensues.
Manufacturers of titanium valves saw real benefit earlier than most other engine applications. Titanium's notably poor surface wear characteristics are transformed by the use of PVD TiN (titanium nitride) and CrN (chromium nitride) coatings. To quite a large extent, TiN has been replaced for valve applications by CrN.
These are two traditional 'tool' coatings that have enjoyed success in motorsports due to low friction. Some other tool coatings aren't suitable, owing to higher friction, unsuitable processing temperatures and so on. Tool coatings that are developed to work at high temperatures during metal cutting often require high deposition temperatures.
The process temperatures required for many PVD coatings are greater than the temperatures that can be withstood by some materials used for race engine components, and motorsports have played a key role in developing lower temperature processes to suit steel materials in particular, which have low-temperature final tempers. Such materials can be 'let down' or softened by some coating process temperatures, and are ruined as a consequence, so beware of blindly specifying a process if you are unsure about process temperatures.
However, the automotive industry has been instrumental in developing new coatings that suit our needs rather than those of the machine tool industry. Low-temperature, low-friction coatings, which are perfect for most automotive applications (including many engine applications), are suitable for racing. New-generation PVD coatings include some amorphous carbon coatings and low-friction coatings involving molybdenum disulphide (MoS2). MoS2 can be applied by other means but has very poor adhesion, but the coatings applied by PVD have much-improved adhesion.
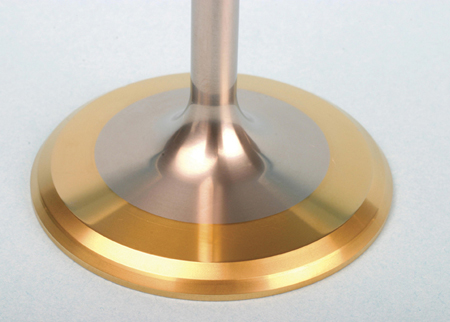
Fig. 1 - A typical application of PVD coatings for race engine applications is TiN on poppet valves
Written by Wayne Ward
5267