Ring Radiotherapy
 Mention the subjects of durability and wear measurement in engine development and the image immediately conjured up is one of tests lasting hundreds of hours and lots of precise measurements, both before and after the test. When it comes to the piston ring we might want to check the ring gaps both free and as installed, measure the weight as accurately as we can, take a few harness measurements and visually examine the wearing surface. Apart from that there is little extra even the well-resourced development lab can do. Of course the rings may well be returned to the supplier for more information and perhaps some surface profile measurements but apart from a few further comments and the calculation of some kind of average wear rate, not much more can be gleaned.
Mention the subjects of durability and wear measurement in engine development and the image immediately conjured up is one of tests lasting hundreds of hours and lots of precise measurements, both before and after the test. When it comes to the piston ring we might want to check the ring gaps both free and as installed, measure the weight as accurately as we can, take a few harness measurements and visually examine the wearing surface. Apart from that there is little extra even the well-resourced development lab can do. Of course the rings may well be returned to the supplier for more information and perhaps some surface profile measurements but apart from a few further comments and the calculation of some kind of average wear rate, not much more can be gleaned.
But there is one technique that can generate much more accurate wear rates, and in real time as well, and that is the process of thin layer activation. TLA, SLA (surface layer activation) or as it is known in Germany, RTM is a radioactive method and relies on a very small part of the surface under investigation made radioactive to depths typically between 10 – 300 microns. This enables activation to be confined precisely to those components under study and where critical wear can occur. In carefully selecting the activation depth, the amount of radioactivity can be minimised while still maintaining high wear sensitivity but at the same time minimising any hazards.
Applicable to many components in an engine, these are made radioactive using a charged particle beam to generate low levels of the appropriate radionuclide in the near surface. This is a specialised business using a cyclotron particle accelerator or tandem Van de Graaff accelerator usually found in specialised universities.
The radionuclide used depends on many factors, the main one of which is the material in the surface under investigation. In the case of a piston ring, a plain cast iron ring might use Co56 (Cobalt) or if chromium plated, Cr51(Chromium) could possibly be the best choice. For other, more exotic surfaces, other radionuclides can be chosen but these can often be dependant on the equipment available and it having a practical half-life (the time to reduce its radioactivity by half). Co56 for instance has a half-life of 79 days while that of Cr51 is only 28 days. With a sensible working life of three half-lives this gives more than enough time for most tests.
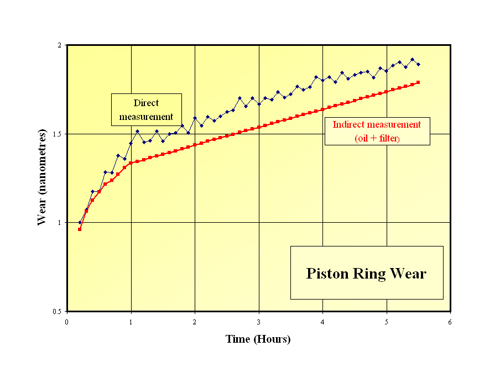
The ? radiation given off is typically monitored using a minimum of three inorganic scintillation detectors incorporating sodium iodide (NAI) crystals normally around 50 mm in diameter. Together with the photomultiplier and associated electronics, this makes for a rather large (200-300 mm) unit which when temperature stabilised using a water cooling system can be placed as close as possible to the top ring reversal point adjacent to but not touching the block. This detector will measure the loss of radioactivity from the ring while a second and third instrument in suitable housings can be situated in the oil circuit measuring the build up of radioactivity in the oil and at the filter. When recorded and analysed using PC based equipment, wear level rates can be calculated instantaneously.
While the indirect oil and filter measurements might not compare exactly with the direct ring loss, the sensitivity of the readings can generate wear data resolved down to nanometre (10-9 metres , 0.001 microns) levels and because such data is generated in real time so much more information can be derived. And the technique is not just applicable to one component. Provided radionuclides can be discriminated using a more advanced spectroscopic detection system, two or more surfaces can be investigated. This gives the potential to investigate the relative wear from each of two surfaces, say a piston ring and associated liner and the wear rate output I am sure would be very interesting.
Scintillating information or what?
Written by John Coxon.
3357