Titanium nitride coatings
 The first decade of the 21st century will probably be remembered for when the benefits of surface coating technology really took off in the wider automotive industry. Although it's something we have known in the performance engine world for a long time, the increased interest will no doubt spur companies into looking for even lower levels of friction and higher levels of durability, all in the name of improved carbon dioxide emissions.
The first decade of the 21st century will probably be remembered for when the benefits of surface coating technology really took off in the wider automotive industry. Although it's something we have known in the performance engine world for a long time, the increased interest will no doubt spur companies into looking for even lower levels of friction and higher levels of durability, all in the name of improved carbon dioxide emissions.
While the technological push may be for the more sexy sounding diamond-like-carbon - DLC to you and me - there are some friction reduction applications for which DLC in some of its forms are not suitable. So when manufacturers are looking increasingly to coat components such as tappets, valve stems and piston pins, the area where most friction resides - in the piston ring pack, especially when running against a nickel-silicon carbide plated cylinder bore - is often reserved for something much less exotic. Commonly found frequenting the machine shop in the form of machine tool coatings, one of those is titanium nitride or TiN.
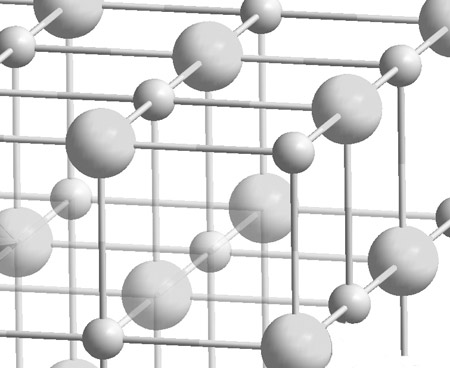
Sometimes incorrectly referred to as 'titanium coated', which is the bare metal and something totally different, titanium nitride is a hard crystalline substance very similar to common salt (sodium chloride) in its chemical structure. Golden in colour, the body-centred cubic (bcc) arrangement of the titanium metal atoms is converted into the face-centred cubic (fcc) arrangement of the nitride. Incorporating the much smaller nitrogen atoms increases the density of the product by only 25%, but its overall increase in strength is five times that of the titanium. The resulting compound is extremely hard, with a Vickers hardness claimed by some to be in excess of 2500. And as we know, hard materials (such as titanium nitride) running against much softer media (as in a nickel matrix) are likely to wear least. The presence of oil on the surface retained in the gaps between the silicon carbide particles also helps.
The tribology associated with the passage of a piston ring across the surface of a cylinder bore is a complex affair. The geometry, relative velocity, tangential force and surface finish - not to mention the lubricant and additive technology used - all have a significant influence on the friction generated and the subsequent durability of the system. In offering any coefficients of friction values, therefore, this has to be set against the exact conditions prevailing in the ring pack, which are likely to be very different from those in the test rig.
Since TiN is deposited on the surface to a thickness no greater than around 5 microns, the surface finish of any thin coating (an important factor in tribological study) could reflect that of the surface upon which it is deposited rather than the actual surface of the coating under test. Any friction thus generated could therefore easily be a measure of the underlying surface finish of the substrate rather than the upper surface coating.
Nevertheless, some reliable data I have seen on a standard pin-on-disc test rig running in the absence of oil gives a coefficient of friction of around 0.13 for TiN while a similar compound - chromium nitride - came in at 0.12. Although the same test conditions show the coefficient of friction of a hydrogen-free DLC coating at 0.07, it must be remembered that the piston ring only enters the boundary lubrication regime at each end of its travel, at BDC and TDC. For the rest of the time, the lubrication is essentially hydrodynamic, and is therefore more dependent on other factors such as the viscosity of the oil used and the temperature of the engine.
All of this serves to point out that when selecting a suitable piston ring coating to match your shiny bores, it may be more advisable to look for the most durable solution to suit your application rather than hunting for the lowest friction coefficient.
Fig. 1 - The face-centred cubic TiN crystal
Written by John Coxon
5568