Tooling up
 The technology of the piston ring is evolutionary rather than revolutionary. Required to seal the gap between the piston and the cylinder wall, yet at the same time minimise the overall friction throughout the engine cycle at high temperatures and speeds of up to 4000 ft per second for long durations, if it works then don't fix it.
The technology of the piston ring is evolutionary rather than revolutionary. Required to seal the gap between the piston and the cylinder wall, yet at the same time minimise the overall friction throughout the engine cycle at high temperatures and speeds of up to 4000 ft per second for long durations, if it works then don't fix it.
Eventually, however, as engineers we will demand just that little bit extra - greater combustion pressures, smaller piston top lands, higher heat transfer rates, thinner profiles or simply greater durability - and the technology carefully honed over the years needs to be updated. So for many years, while piston rings have come in various thickness, profiles and coatings, the basic material has been cast iron, ductile iron or steel.
Cast iron in its grey form has the best lubricating properties, but is very brittle. Ductile or 'nodular' iron can be roughly twice as strong but while being highly compliant and difficult to break, as well as expensive, its lubricating properties fall some way short of that required. For many years now, however, as rings have become narrower and less weighty, the real growth in ring material has been that of steel. 1.4% silicon, high-carbon (0.6%) spring steels, chromium (13%) steels and 18% chromium martensitic stainless steels have been - and continue to be - routinely used, but the latest version to be added to the list is that of an M2-grade tool steel.
Tool steels are a separate category of engineering steels, characterised by the uses to which they are normally put. As the name implies, tool steels are used in the machine shop to cut and shape other metals. Sometimes referred to as high-speed steels, their main properties are those of high hardness - particularly at temperature - high strength and resistance to wear, with the ability to withstand shock loading. In fact, it is just those characteristics that are needed in the top piston ring in a heavily pressure-charged engine using a highly oxygenated fuel such as alcohol or nitrous oxide.
The problem though is that there are several different classifications of tool steel, each of which is based roughly around the intended application. But since 'piston rings' don't feature highly in any of these applications, how do you go about selecting the appropriate grade to suit? The answer is: very carefully, which I guess is why tool steels - although not altogether new in piston rings - haven't featured highly until now. Selecting the appropriate steel is therefore much like baking a cake, and all about balance; and instead of taste, firmness and lightness of the sponge, the factors are strength, toughness and resistance to wear.
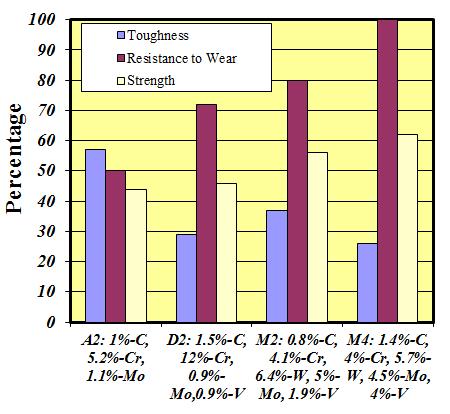
Increasing the amount of carbon in the steel mix along with various alloys (such as molybdenum, chromium or tungsten) contributes to the ultimate strength of the metal, particularly at high temperatures, but this is at the expense of toughness, which tends to decrease as the amount of alloy increases. The carbide particles are also very hard, evenly distributed throughout and give excellent wear resistance. This is enhanced even more by the addition of the alloys.
However, a metal that is too tough might not be able to withstand the inevitable shocks, so the toughness has to be brought back by heat treatment, which may reign in some of its ultimate strength. It sounds simple enough to do, but the challenge in getting just the correct balance of properties for the application, and then making them at prices customers can afford, is not one to be underestimated.
Perhaps the ultimate in high-performance ring materials - and used in knives, dies and twist drills - tool steels are back at the heart of the engine!
Fig. 1 - Comparison of tool steel properties
Written by John Coxon
2876