Chromed rockers
 I can hardly believe it - it's now almost 50 years since hard rock first came to our ears. That genre of music produced by (often distorted) electric guitars, bass and drums, sometimes accompanied by piano or keyboard, made its mark on the 1960s - much like, in a different sphere of endeavour, the invention of nickel silicon carbide began to influence cylinder bore coatings.
I can hardly believe it - it's now almost 50 years since hard rock first came to our ears. That genre of music produced by (often distorted) electric guitars, bass and drums, sometimes accompanied by piano or keyboard, made its mark on the 1960s - much like, in a different sphere of endeavour, the invention of nickel silicon carbide began to influence cylinder bore coatings.
Until that time, cast-iron cylinder liner technology in race engines was pretty ubiquitous. But whereas cast iron was safe and generally well understood, the stronger or lighter materials such as steel or aluminium on their own were nowhere near as satisfactory. The solution, at least at the time, was a form of chromium plating referred to in engineering circles as 'hard chrome'.
Used widely in many engineering steels where corrosion is a concern, pure chromium on its own is a sort of bluish-white, not too shiny but brittle metal notable for its resistance to wear. Electroplated on a surface as a thin film, so-called 'chromium plating' can sometimes be a mixture of nickel and chromium with the nickel deposited first, the brightness of the decorative finish being a result of the nickel showing through the very thin chromium layer.
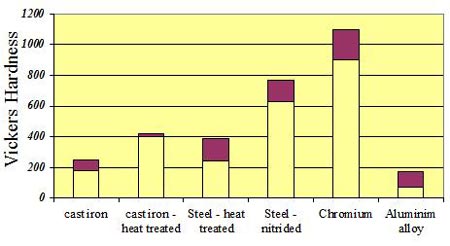
However, to make use of its engineering properties, the material has to be deposited in very much thicker layers (from 0.2mm upwards) that take on the colour of the metal itself, a much duller finish. This 'hard chrome' can be deposited onto almost any metal surface, steel or aluminium alloy liners being the most obvious for cylinder liners, and as well as having a hardness exceeding 900-1100 Vickers harness, it has excellent wear resistance - and, more important, a low coefficient of friction.
During the electrolytic process, hard chrome can develop small, pinprick voids of porosity or even micro-cracks. By altering the composition of the electrolytic bath and changing its temperature, the number of these cracks can increase, which will reduce the corrosion resistance and fatigue strength of the layer but increase its ability to retain lubricating oil. This ability to trap some form of lubricant is essential in cylinder bore surfaces, so an optimum balance has to be found. However as the surface steadily wears away these cracks may be steadily diminish in size, reducing the volume of oil available for lubrication. Increased wear will therefore inevitably result. Chrome bores therefore still require honing to finish.
The process of honing is designed to introduce more channels for this oil to reside and so the optimum surface coating of hard chrome therefore may seem to involve a combination of careful honing together with a set amount of porosity. Initially, with least bearing area but most trapped oil, wear rates may seem initially high; this however will reduce after a while when, after bedding-in, the compromise between bearing area and trapped oil is more favourable. Finally, as wear proceeds and the trapped oil diminishes, wear rates will begin to climb again. When specifying hard-chrome finishes, therefore, if contact pressures are high then experience dictates that the less porosity the better.
As for piston ring compatibility, chrome-surfaced rings against hard-chrome bores is not to be recommended. Molybdenum inlays or even plain cast iron might be best.
In 1969, early Porsche 917 engines were fitted with individual cylinder liners made from high-silicon (hypereutectic) aluminium alloy with chrome-plated walls. Once into the 1970s, however - when Led Zeppelin and Deep Purple were strutting their stuff, and nickel silicon carbide coatings were more commonly available - hard chrome on cylinder bores was slowly relegated to historic units and large diesel engines, where the combination of high levels of durability and comparative low cost are perhaps more important.
Fig. 1 - Comparison of material hardness of hard chrome
Written by John Coxon
2785