Oil Seal Elastomers
 The humble rotating shaft seal may be an afterthought for many a designer but its history is certainly never lacking in acronyms!
The humble rotating shaft seal may be an afterthought for many a designer but its history is certainly never lacking in acronyms!
Early lip seals were made using a nitrile rubber. Now referred to, as NBR the application was limited to working temperatures of no more than 90-100 degree C immediately under the lip at the rubbing surface. Changes in seal designs at this stage to use much narrower contact points not only improved its performance, but also reduced the amount of heat generated in the first
place. And along with less heat came improved reliability. With high resistance to the chemical attack of the mineral oils used at the time, these polymers were substantially improved over the years to form hydrogenated nitrile (HNBR) compounds. Using the extra 25° C performance gained over NBR products, these are still to be found where reduced power outputs and minimal costs are the only requirements.
As engine performance and speeds increased in the post war era of the late 40s and early 1950s, so did the need for a new breed of material. Enter the polyacrylic now referred to as ACM. When introduced these had a much higher maximum operating temperature (up to150° C) and were chemically more resistive. But despite all this, as a sealing material they were much inferior having a greater wear rate. Dynamically poor as well, at the high speeds sometimes encountered, the seal lip could not follow the slight eccentricity of the shaft while it was rotating. This led to the phenomenon of ‘stick-slip’ at the seal lip, which was accompanied by a loud squealing noise.
By this time however, the chemical industry was coming to grips with post war economies and a range of new products, those of Silicone rubbers, was now available. Having a better operating temperature range (-50 to 230° C) but poorer wear characteristics and chemical resistance, because of their excellent dynamic behaviour, the use of these in seals at least produced an instant fix for squealing issues at high speed. Although much weaker in terms of mechanical strength, silicone was regularly used in crankshaft seals until the range of fluoroelastomers came along in the mid 70s. Today mainly because of its wide operating temperature, silicone remains an excellent material for static applications and with good resistance to aging, it can still be found in low pressure applications in other parts of the engine.
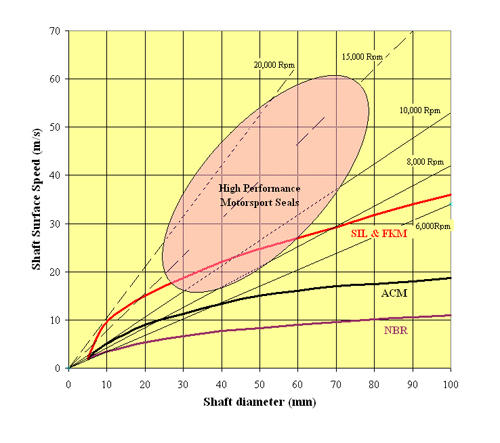
A spin-off from the aerospace industry and because of their price, fluoroelastomers were introduced initially very much as a problem solver. More of a revolution in seal material than an evolution, these now form the backbone of most rotating seal technology. Sometimes referred to as Viton (which is in fact a registered trade name of DuPont) and generically referred to as FKM elastomers, these products have excellent high temperature properties, are chemically resistive and have exceptional dynamic behaviour. For crankshaft sealing applications where shaft surface speeds don’t exceed 70 m/sec, FKM products are the most commonly found using PTFE (polytetrafluoroethylene) coatings bonded to the lip to minimise frictional losses.
In extreme applications, fully fluorinated perfluoroelastomers would be used. Rated at temperatures up to 320° C, these are very expensive but are totally resistive to all forms of chemical attack, which makes them ideal for use with methanol.
The move to highly synthetic crankcase oils in the past twenty years or so has highlighted a gap in the performance envelope of HBNR products such that a new range of optimised HNBR materials are now available. Maintaining its high temperature capability and extending its low temperature performance, optimised HNBRs with their added extended abrasion resistance are now offering similar levels of performance to FFKM materials but at lesser cost.
In the world of NBR, HNBR, FFKM, CDM and XYZ…., developments will never stand still!
Written by John Coxon.
3293