Sintered Aluminium Liners
 A motorcycle engine, indeed any engine running at over 10,000 rpm, presents a particularly difficult challenge to the surface of its cylinder bore. The amount of heat flux and the limited time to dissipate it through the cylinder wall and into the coolant, will inevitably lead to high running temperatures and all of its associated problems. Although lightweight aluminium cylinders have been used to assist with the heat transfer, to minimise durability issues, thin steel liners have often been inserted against the inner wall to reduce the piston ring friction, give some level of acceptable durability and avoid engine seizure.
A motorcycle engine, indeed any engine running at over 10,000 rpm, presents a particularly difficult challenge to the surface of its cylinder bore. The amount of heat flux and the limited time to dissipate it through the cylinder wall and into the coolant, will inevitably lead to high running temperatures and all of its associated problems. Although lightweight aluminium cylinders have been used to assist with the heat transfer, to minimise durability issues, thin steel liners have often been inserted against the inner wall to reduce the piston ring friction, give some level of acceptable durability and avoid engine seizure.
Cast into the aluminium cylinder liner at the foundry, these have proven to be difficult to manufacturer but have given very little trouble over the years.
However, the increasing levels of heat rejection from ever improving performance, the complexity of the manufacturing process and the difficulties associated with recycling cylinder blocks and end-of-life legislation, have made it absolutely essential to research new materials and new methods of manufacturer. The traditional alternative to cast-in steel liners, and that used by some motorcycle manufacturers is ‘plated’ aluminium onto the parent metal bore. Similar to the Mahle trademarked Nikasil coating, where the parent metal bore is deposited with a coating made a soft nickel matrix and finely dispersed silicon carbide particles, these have excellent oil retaining properties and good heat transfer but still retain the relatively poor strength of the block material. In addition, the thermal expansion may not be compatible with current thinking in piston design.
In the end after much research, a new material and a completely new manufacturing technology was established that gave not only the heat dissipation and increased durability required but was also environmentally friendly to manufacture and at mass production levels, cheap too. Configured as a separate liner to the die-cast block, the material would need to have similar heat dissipation properties to aluminium, the strength of steel and a coefficient of expansion nearer to that of the pistons used.
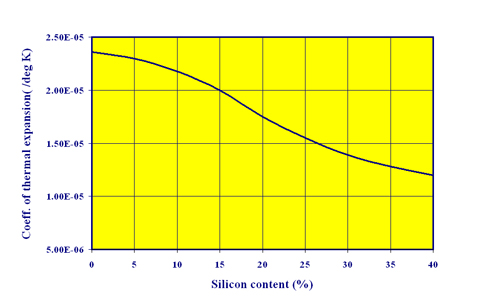
A common addition to the melt of most aluminium alloys is silicon. Widely used in the production of aluminium castings, this is added in small amounts to provide fluidity in the molten phase and low shrinkage upon solidification. Typical aluminium alloys for cylinder blocks may therefore contain somewhere between 5-10% silicon by weight. In general about 5-7% is optimal for gravity sand casting while for pressure die-casting, when speed of the process is more important, the extra fluidity of a 10% mix is more typical. At 11.7% silicon the alloy is said to be eutectic and because of the coarse gain structure, without modification, the mechanical properties are poor. Beyond this point, into what metallurgists refer to as the ‘hypereutectic’ zone, these coarse primary silicon crystals (which eventually will give a highly abrasion resistive surface quality on the cylinder bore) become problematic leading to issues in both casting and machining. However as these problems increase so does both the potential strength of the resulting casting. At the same time the coefficient of thermal expansion is reduced. Alongside wear resistance, these are two very desirable characteristics in any cylinder liner.
Presented many times with problems of this nature, engineers will look towards sintering as a way of controlling the composition of the alloy and minimising any machining. For the revised liner material a chemical composition of 22-26% Si, 0.1-0.3% Cu, 0.05-0.9% Mg, and the balance Al, was therefore selected. The molten alloy was first atomized, and cold isostatic pressed before vacuum sintering. Once consolidated, the billet was hot extruded into a tubular form and heat-treated before casting into the cylinder block.
A complex process, but one which would give the characteristics of high strength, low thermal expansion and excellent durability in a lightweight aluminium block.
Written by John Coxon.
4133