Tightening to yield
Where a fastener's dimensions are tightly controlled, and where there is access to both ends of the fastener, it is common practice to measure bolt elongation as a measure of fastener pre-load; the preferred method of tightening con rod bolts uses this method. However, there are many occasions where access to both ends of the bolt is impossible, and we have to choose one of the other methods at our disposal. In previous articles we have looked at some of the other methods, such as torque-controlled tightening, angle-controlled tightening, and combinations of torque and angle.
There are advantages and disadvantages to each of the methods described. One method, which is used extensively in industry but rarely in racing, is to tighten fasteners to yield. When the fastener is in service, the load in the fastener increases only moderately with applied load until the joint begins to separate, beyond which the load and stress in the fastener begins to increase much more rapidly.
In order to avoid the onset of joint separation, high loads are called for. The highest load that can be applied by tightening is that which occurs at bolt yield. The stress in the bolt is a combination of tensile stress caused by the elongation of the bolt, and shear stress due to the torsion applied to the bolt in tightening. Therefore, yield occurs due to this combined stress rather than pure uni-axial tension. The load and extension at which this occurs is lower than the load that would cause yield in tension alone.
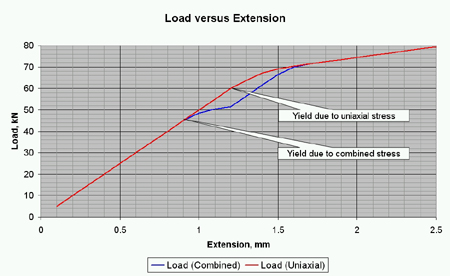
If we refer to Fig. 1, other tensioning methods discussed so far put us somewhere along the linear region of the blue curve, before it deviates from the red curve due to yield. As the joint is loaded or unloaded, the bolt load and extension change in line with this pre-yield load-extension curve. However, once the bolt has yielded and the torsional component is removed, when the joint is loaded the load extension curve returns to the same gradient as before. Under additional tension, the bolt will not behave as a yielded bolt until the blue curve again almost reaches the red uni-axial tension curve.
In the book by Bickford, a fatigue graph is reproduced where a bolt is tightened to a stress level of 450 MPa, 750 MPa and then to yield. At 10,000 cycles the maximum dynamic loads in the bolts at failure were 5500 N, 8000 N and 11,000 N respectively. We can see that by tightening to yield, we can increase the fatigue life of the bolt.
There are good reasons though why people don't like to use yield control. First, many people are wary of it because their entire experience is with designing parts that work in the elastic region of the stress-strain curve; plastic deformation is generally seen as a mechanical failure. Second, the equipment required to detect yield accurately and repeatably relies on algorithms such as measurement of torque gradient. Third, race engines are often rebuilt, and bolts tightened beyond yield unless specifically designed for repeated use can tend to damage threads.
Typically in industry, where 'stretch bolts' are often used, the advice is to use them only once.
Fig. 1 - The graphs shows the load extension behaviour for a fastener in uni-axial tension (red) and combined stress (blue)
Reference
Bickford, J.H., and Nassar, S., "Handbook of Bolts and Bolted Joints", Marcel Dekker, 1998, ISBN 0-8247-9977-1
Written by Wayne Ward