Cylinder Bore Honing
 It is a fact not appreciated by many, except the specialists, but the technology of the cylinder bore surface finish has changed significantly over the years. While oil consumption was perhaps the greatest driver in the past, the push to achieve even less and less exhaust emission at higher and higher mileages, has caused OE engine manufacturers to focus even greater resources into getting the surface finish of the cylinder bore exactly right. And while, to the OEM this means emissions approval, to the racing industry this technology brings less friction and wear and with it, improved performance. Which is where, I guess, we start to take an interest.
It is a fact not appreciated by many, except the specialists, but the technology of the cylinder bore surface finish has changed significantly over the years. While oil consumption was perhaps the greatest driver in the past, the push to achieve even less and less exhaust emission at higher and higher mileages, has caused OE engine manufacturers to focus even greater resources into getting the surface finish of the cylinder bore exactly right. And while, to the OEM this means emissions approval, to the racing industry this technology brings less friction and wear and with it, improved performance. Which is where, I guess, we start to take an interest.
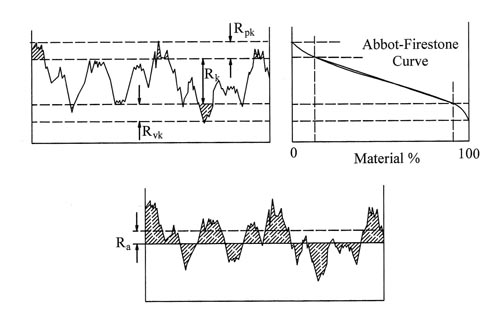
The move towards improving cylinder bore technology could only begin once we had the means to accurately quantify the quality of the surface. Until the invention of the electronic surface texture testing machines, surface finish measurement was limited to only a few parameters. The mean Roughness (Ra), the total Roughness (Rt) and the bearing area throughout the various levels in the surface were all that could be reasonably expected. Construction of the Abbot-Firestone bearing area curve (a curve describing the theoretical bearing area at each level throughout the surface) was a complete headache and required much manual graphic endeavour. The subsequent development of electronic surface finish measurement machines automated much of this process and enabled a far greater number of parameters to be established. Ra alone doesn’t reveal that much at all about the surface finish but values like Rpk (peak height), Rvk (depth of the valleys), Rk (the average core roughness based on Rpk and Rvk measurements) and Rz (highest peak to valley height) can be begin to describe the precise surface roughness from which we can get a more complete picture. Thus instead of just specifying a simple Ra value, bore specialists now have to grapple with Ra, Rpk, Rvk, and Rk values as well.
Specialists tend to come up with their own numbers but as a guide, typical values for a cast iron bore suitable for use with chrome-plated rings may be:
Ra 12 to 24
Rpk 2 to 24
Rvk 20 to 80
Rk 28 to 48
Keeping in mind that these values are stated in micro inches (0.000001”), you will appreciate that modern bores are very fine indeed. Established over many years the ideal surface finish should also be perfectly cylindrical, smooth at a micro level and contain a series of grooves in it to retain the lubricant. In practical terms the nearest we can realistically get to this is a finely bored surface with all of the peaks of the asperities removed leaving only the oil retaining grooves behind. Such a surface is described as a ‘plateau’ and will take many honing operations to achieve.
At one time following the boring procedure, the surface finish would consist of a single honing operation. Modern multi-stage honing methods however, use different sizes of grit stone and different grinding materials (silicon carbide, diamond or boron nitride) and may well finish with a nylon brush to remove the last traces of folded metal. This will create a surface much closer to our ideal but with all the tears and folded material from machining removed, together with a correctly angled cross-hatching, piston rings can now be expected to bed-in in a matter of minutes.
When you consider the amount of effort that goes into the design and manufacture of the piston and rings, surely only the most carefully prepared bore surface will suffice?
Written by Jown Coxon.
6068