Bearing Up
 Isn’t it strange how solving one issue in racing can sometimes lead to solving a different problem in production engines many years later. The evolution of the main bearing cap springs to mind.
Isn’t it strange how solving one issue in racing can sometimes lead to solving a different problem in production engines many years later. The evolution of the main bearing cap springs to mind.
It was while examining a cylinder block prior to rebuilding a classic engine that made me reflect on how far, in terms of technology modern road vehicle engines have come. The crankcase in question was a five bearing four cylinder unit of 1970s origin and having a relatively undersquare bore/stroke ratio would rev regularly up to 9000 rpm. At these speeds the main bearing caps and the block material in the vicinity of the main bearings would regularly be checked for evidence of cracking. This was standard practice at the time and historic racers in particular are still very much aware of this requirement. At the time the five-bearing block was considered a great technical leap over the three-bearing crank, which, I seem to remember always tried to tear out the centre main bearing from the block. But since these engines were reputed to give a little extra power, all that was forgiven in the search for any form of competitive advantage. Eventually all that was outlawed either by mandating the five-bearing block or they simply ran out of three bearing blocks - I forget which, but road car engines used for racing purposes at that time required substantial modification.
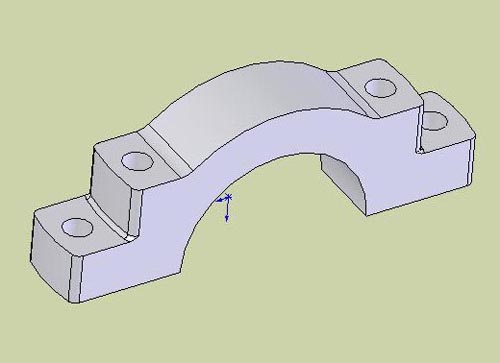
The fitting of steel bearing caps and line boring the mains again helped improve reliability and steel cranks, with their extra strength, helped control any potential whirl issues. With cylinder block ending at the centre line of the bearings and the sump invariably made of pressed sheet steel, very little else could be done. In later engines, and if the web thickness tying the bearing to the side of the block was sufficient, additional ‘helper’ bolts could be used to increase the clamp load on specially widened main bearing caps. Designed to reduce cap movement under the increased loading in some heavy-duty castings, these are sometimes referred to as four-bolt main bearing caps when all four bolts act in the same geometric plane.
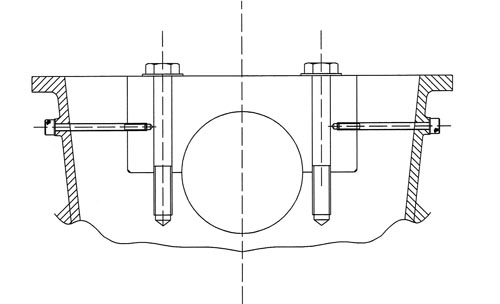
Another type of four-bolt design is sometimes referred to as cross bolting. Engines with this feature have deep-skirted cylinder blocks and a sump split line well down past the centre line of the main bearing assembly and therefore have the potential to have a very stiff lower crankcase. In many cases the design was principally to simplify the lower block to sump joint and remove what was traditionally a tricky seal at either end around the bearing housings and so, in the interests of economy, ‘ordinary’ two bolt main caps would be used. However in the quest for increased stiffness particularly when these cylinder blocks were modified to take diesel combustion systems, manufacturers tied these into the sides of the deep skirt using bolts at 90 degrees which when bolted through and fully tightened, would produce a significant increase in rigidity. An increase in rigidity, if not quite as much could be achieved using a ‘girdle’, a component which either replaced the main bearing caps attaching to the sump flange or simply picked up off the tops of the existing caps and tied these in to the sump flange. In either of these this extra stiffness was assured at the cost of an extra external joint. This is something that has to be considered very carefully in any engine modification if the engine is to remain oil tight at all times.
Many lightweight production gasoline engines today solve the issue of lower crankcase stiffness using a ladder frame design. Racing practice for many years and sometimes reinforced using steel inserts to control expansion around the bearing assemblies, the principle reason is not necessarily to increase the stiffness, but to reduce structure-born noise.
And so it seems, that one issue in racing can solve another in road transport, many years later.
Written by John Coxon.
3392