The eddy-current dyno
 Although the water or hydraulic brake is probably the most cost effective form of dynamometer, by far the most familiar - at least for those in a professional engine development environment - will be the eddy-current brake. It's a bit of a hybrid in a way, for although it's classed as an electrical machine, it still requires a method of dissipating the engine shaft energy absorbed in the form of heat. In low power ratings this can be cooling air, which greatly simplifies the installation, but when much larger power ratings are required the only option is to use water. And this is when your problems can begin, especially if your maintenance schedule is less than rigorous.
Although the water or hydraulic brake is probably the most cost effective form of dynamometer, by far the most familiar - at least for those in a professional engine development environment - will be the eddy-current brake. It's a bit of a hybrid in a way, for although it's classed as an electrical machine, it still requires a method of dissipating the engine shaft energy absorbed in the form of heat. In low power ratings this can be cooling air, which greatly simplifies the installation, but when much larger power ratings are required the only option is to use water. And this is when your problems can begin, especially if your maintenance schedule is less than rigorous.
Within a modern engine build and development business the most expensive part of the operation is usually the engine test cells. By the time the building has been designed and built, and individual cells kitted out with dynos, control systems, data acquisition and all the services - water, fuel, air and exhaust handling equipment, not to mention combustion analysis or any other exotic equipment - you may well be capitalised to the thick end of £1 million ($1.5m) per cell.
It is little wonder therefore that in all but the most ivory of towers a facility of this nature has to earn its keep. And to keep the bean-counters happy - who as we know would have appeared to have to pay for it all out of their own money - this means shaft-turning hours and keeping the facility working sometimes 24 hours a day and up to 7 days a week! In such an environment, taking a cell out of operation for even a few days for such luxuries as 'preventative maintenance' can be the business equivalent of a suicide note. But whereas our cheap and cheerful water brake may soldier on for many thousands of hours the eddy-current dyno, while still rugged and a fine product, needs a little more loving care.
The eddy-current dynamometer relies on the principle that an electrically conductive shaft or disc moving through a magnetic field will create a resistance to that movement. In practice this means a highly permeable magnetic steel disc spinning within the variable magnetic field of an energising coil. The resistance to the torque generated by the engine is then converted into heat and conducted away into the cooling water system by the loss plates, which are mounted in the dyno casing and adjacent to the spinning rotor.
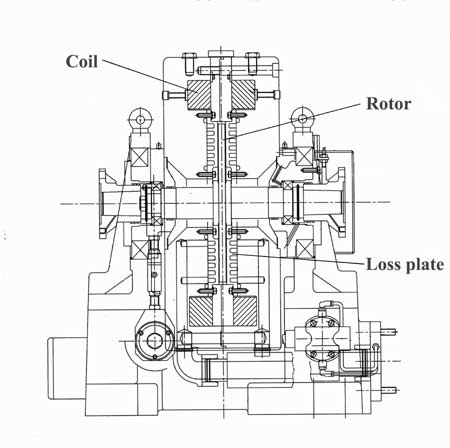
A precision instrument, these loss plates are critical to the performance of the machine and must allow for controlled radial expansion, while at the same time distribute the heat as evenly as possible around them to avoid any unnecessary distortion. Even so, the temperature of any cooling water should be kept below 60 C to avoid any of the thermal protection systems cutting in. Overloading, loss of cooling water pressure (even momentarily) can result in excessive thermal distortion, causing catastrophic contact between plate and disc.
Insufficient corrosion inhibitor or impurities in the cooling water - nitrates, sulphates, chlorides and so on - can be another issue to trap the unwary, for although the surfaces of the waterways are most often coating in electroless nickel plate, machines of this type will still need regular checking if they are to have a long and productive life. In general, manufacturers will recommend de-scaling every 50 hours if customers still insist on using hard water and no corrosion inhibitor.
With its low rotating inertia and rapid response to variations in load, the eddy-current dyno is the professional's favourite for general test work. But although manufacturers strive to make them as rugged as possible, a bit of preventative maintenance can go a long way.
Fig. 1 - Cross-section of an eddy-current dyno
Written by John Coxon