The lower liner seal
 Of the many gaskets and seals in an engine, probably the most annoying and terrifying in equal measure, when it fails, is that at the mid or lower liner. On dry-liner engines this doesn't exist of course, so the product developers can sleep soundly at night. But in wet-liner designs this seal can be the greatest source of nightmares, because when it fails the area is so inaccessible. As ever, it always boils down to issues such as manufacturing cost and trying to keep things simple. But simple doesn't always mean reliable, and when the complexity of the design increases, so does the parts count and with it the ire of the accountants - who, as we know, rule our little world.
Of the many gaskets and seals in an engine, probably the most annoying and terrifying in equal measure, when it fails, is that at the mid or lower liner. On dry-liner engines this doesn't exist of course, so the product developers can sleep soundly at night. But in wet-liner designs this seal can be the greatest source of nightmares, because when it fails the area is so inaccessible. As ever, it always boils down to issues such as manufacturing cost and trying to keep things simple. But simple doesn't always mean reliable, and when the complexity of the design increases, so does the parts count and with it the ire of the accountants - who, as we know, rule our little world.
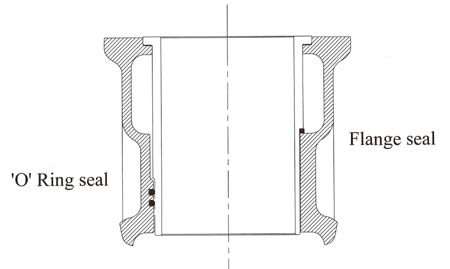
One of the simplest approaches has to be the straightforward flange. Simple to machine, with its surface at right angles to the cylinder centre line, the mating flange of the liner is clamped against it by the reaction of the cylinder head against its retaining bolts. In the past, sealing has been achieved using what is essentially a large, flat copper washer placed around the liner. Trapped between liner and block, this type of seal can be highly effective, rather like a 'fire' ring only midway down the liner and sealing the lower gap.
Unfortunately though, pure copper begins to soften at not much beyond 150 C, and the ensuing creep can very quickly destroy the clamping load at the cylinder head. When such simple seal arrangements are still used, copper has invariably been replaced by medium strength, anaerobic methacrylate sealants, which are not only cheaper but more forgiving and much easier to assemble to retain the correct amount of liner 'stand-off'.
However, the most common method these days is to use O-ring technology which, although comparatively expensive in terms of machining costs, has proven to be far more reliable, if a little fiddly at the assembly stage. Modern O-ring elastomers are also far less prone to the effects of aggressive oil basestock technology or hardening at the temperatures experienced, but despite the levels of reliability generally achieved, manufactures still often opt to put two or even three rings where arguably one should suffice. Whether the retaining grooves are machined into the block or the liner is down to the designer's preference, but in most race applications the former is more common, and since the whole of the liner is not loaded in compression, its thickness can often be reduced.
At one time I well remember these separate O-rings being replaced by a two-pack fluid silicone elastomer. Injected into a hole or gallery in the side of the block that led into the O-ring groove, the thixotropic mixture (one that becomes less viscous when subjected to an applied stress) flowed around the outside of the liner and into another gallery on the opposite side of the block. A close fitting between the block and liner at this position ensured that little or no elastomer escaped, and that when the sealant appeared at the other side a continuous sealing ring was assumed to be in place. Once the elastomer had set (after about 20 minutes), however, removal of the liner was difficult since, rather than relying on contact pressure - as in the case of an O-ring - the seal was a result of a bond between the elastomer and the materials surrounding it.
While the trials with this approach were successful for the most part, new rig test equipment and techniques had to be developed to seek out any weakness well away from the engine test cell. For, as we know, once inside a running engine, finding the root of any leak becomes so much harder!
It may often be the smallest of seals in the most obvious of places, but finding out what is truly happening if things go wrong is never that simple.
Fig. 1 - Lower liner sealing
Written by John Coxon
6412