Thermal spraying of liners
 The inexorable push towards ever-lighter engines with even greater levels of durability is more pressing now than ever. Challenging targets for CO2 emissions (read fuel economy) in the road vehicle business, together with pressure on production costs in the motorsport sector are forcing engine manufacturers to look at parent metal bore technology in aluminium cylinder blocks like never before.
The inexorable push towards ever-lighter engines with even greater levels of durability is more pressing now than ever. Challenging targets for CO2 emissions (read fuel economy) in the road vehicle business, together with pressure on production costs in the motorsport sector are forcing engine manufacturers to look at parent metal bore technology in aluminium cylinder blocks like never before.
Low-silicon (around 7-8%) aluminium alloys, the type favoured for casting, have poor tribological characteristics when used against any piston ring material. On the other hand, high-silicon aluminium alloys, those around 17% silicon, are difficult to machine. The traditional approach with the low-silicon alloys therefore has been either to use heavy cast-iron cylinder liners, either cast-in or free standing and pressed into place, or an electroplated surface consisting of hard silicon-carbide particles in a nickel matrix commonly referred to by the one of many trade names ending in the letters 'sil'.
All these approaches have disadvantages; cast-iron liners impart as much as a 30% weight penalty while electroplated surfaces encounter environmental issues and have been linked to corrosion due to certain impurities in fuel.
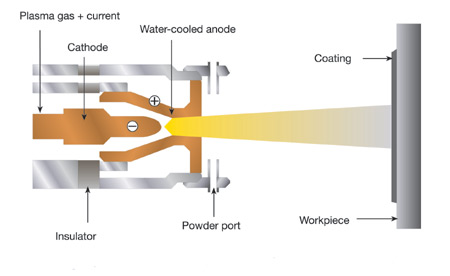
One option that avoids all these issues and which is becoming increasingly popular because of its low cost is the use of a thermal spray process to spray atomised molten metal onto the surface of the bore via a plasma arc. In this way a hard, wear-resistant coating can be applied to just about any engineering surface.
To date, a number of these processes have been developed, each one with slight variances to circumvent many of the patents that exist. However, most are characterised by the use of either metallic powder or wire as the feedstock coating material, a rotating spindle travelling up and down the axis of the bore and a gun head, which creates the plasma arc spraying the atomised metal towards the bore surface.
Since the mechanism of bonding of the layer to the substrate is predominantly mechanical, the surface finish before the deposition is critical. One technique is to roughen the surface of the substrate using traditional grit-blasting techniques, taking care to ensure all the grit is removed afterwards. Used now, for more than 10 years in Formula One, GP2, MotoGP and many other categories, this would seem the most popular approach, and is sometimes referred to as surface activation.
Another option, developed in the US and claimed to be more applicable to volume manufacture, is to machine the surface using special tooling to give the necessary undercuts in the substrate surface for the molten metal to 'lock' into. The use of this system to hold the coating to the wall of the cylinder is consequently claimed to be more reliable, and enables material to be built up on otherwise incompatible materials, but with more than three million bores coated using the grit-blasting technique, this is often disputed. Typically the process will deposit a thickness of 200-250 µm, which after final-stage honing will be somewhere around 100-150 µm depending on the material and the precise thermal spraying technique used.
There are three main systems currently in use or under development.
- Rotary powder plasma spray, sometimes referred to as Air Plasma Spray (APS)
- A rotating twin wire arc system (TWAS)
- A plasma-transferred wire arc system or PTWA
With research in this area very much ongoing, many of the coatings used are based around low-carbon (0.1-1.1%) steels, although with powder systems a broader range of materials can be used - including ceramics. Using a suitable powder feedstock and compressed air to atomise and spray the metal, hard, self-lubricating oxide particles of FeO are formed within a softer iron matrix on the surface of the liner. This performs rather like the silicon carbide in the nickel matrix of a Nikasil coating. And since the deposited material is porous, any cavities revealed after honing will act as reservoirs for lubricating oil. More important perhaps, you won't need exotic coatings for your piston rings, unlike many of the nickel silicon carbide-based coatings.
Fig. 1 - Schematic of a thermal spraying process (Courtesy of Sulzer Metco)
Written by John Coxon
4876