A bit of a crush
To those who travel regularly on a mass transit rail network like the London Underground or New York Subway, the term 'crush' will have its own and possibly unpleasant associations. Packed tightly into a carriage just as one more person squeezes in before the doors close, the experience (particularly at peak travelling times) is not quickly forgotten. But when applied to the technology of shell bearings, 'crush' is not just nice to have, it is absolutely essential.
When assembling half-shell bearings into, say, a cylinder block main bearing housing, even the most visually challenged can't help noticing that at the first sight the bearing does not appear to fit. Laying the half-shell across the half-moon of the cut-out leaves the bearing standing several millimetres proud, which only after slight pressure clips into place. Referred in engineering parlance as the 'free spread', this is designed to hold the shell in place during the engine build.
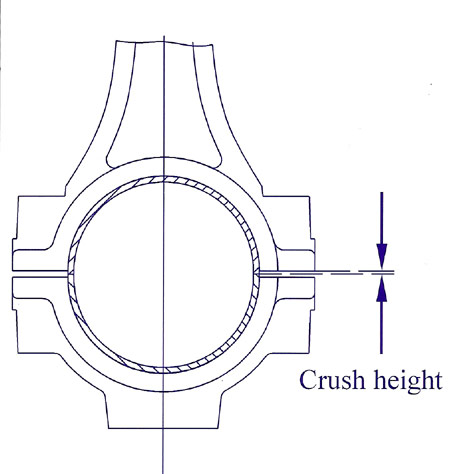
The more observant, however, might notice that even when seating as it should, the shell is still slightly proud, and no matter how hard you try the situation persists. Believe it or not, I have heard of some engine builders actually filing this flush to the level of the clamping face. This is totally wrong.
Bearing crush, as it is called, is incorporated for a number of reasons, for when clamped together the compression in the bearing shells provides a high resistance to the shell turning or progressively creeping in the direction of the crankshaft, as well as supporting the thin and otherwise flexible structure during use. Furthermore, under compression the shell will take up the shape or the aperture prepared for it, and sitting firmly and securely in place will permit efficient heat transfer away from its source - that is, the bearing. When assembled in its housing, this bearing crush will generally vary between 0.001 in for road transport applications, increasing to around 0.002 in for competition units depending on the bearing diameter.
If bearings are assembled with too little crush, the bearing will be loose and free to move backwards and forwards in its housing, and after disassembly highly polished zones will be seen on their reverse side and or possibly on the parting line face. Known as bearing shuffle, the loss of radial pressure will also result in inadequate contact with the bearing housing, leading to heat build-up within the bearing itself and possible damage to the bearing surface.
Although the incorrect practice of filing the shell flush can result in this, more probable causes are insufficient clamp load in the bolt (the bolt binding or bottoming in its thread) or burrs or foreign bodies holding the bearings caps apart. When bearings are assembled together, giving too much crush, the pressure in the shells causes them to buckle inwards around their weakest part. Evidenced by polished areas on the bearing surfaces, assuming the shells are to the correct size and specification then the culprit would otherwise seem to be either over-tightening of the clamping bolts or incorrect machining of the bearing housing.
So next time you are trapped on the Underground or the Subway, crush in the wrong place may be uncomfortable but in the right place it has its benefits too.
Fig. 1 - Bearing crush or 'nip'
Written by John Coxon
7354